
Evaluating a 3D Scanner for Car Parts
In this articleValidate Optical Performance on Actual Production FinishesDemand Global Accuracy for Full-Panel and Body-Structure InspectionPrioritize an I...
Validate Optical Performance on Actual Production Finishes
A common and costly oversight is assuming a single 3D scanner handles all automotive surfaces equally. Standard sensors frequently fail on high-gloss paint, carbon fiber composites, or deep-black trim without time-consuming surface spraying. This leads directly to unexpected prep work and rescanning costs.
Key Points at a Glance
- A common and costly oversight is assuming a single 3D scanner handles all automotive surfaces equally.
- High local precision on a small area does not guarantee dimensional consistency across a full door panel or hood.
- The hardware is only one component of your total cost of ownership.
- Removing a large stamped component from the line for a CMM room inspection disrupts production flow and adds labor.
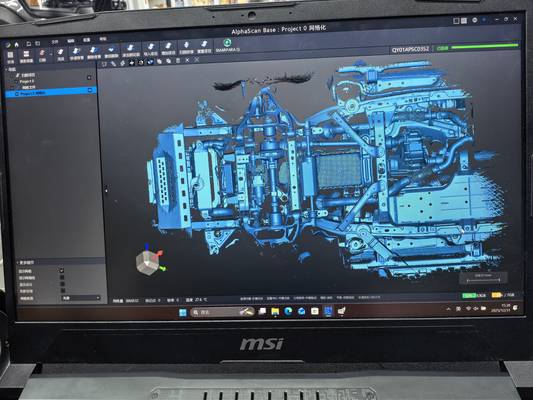
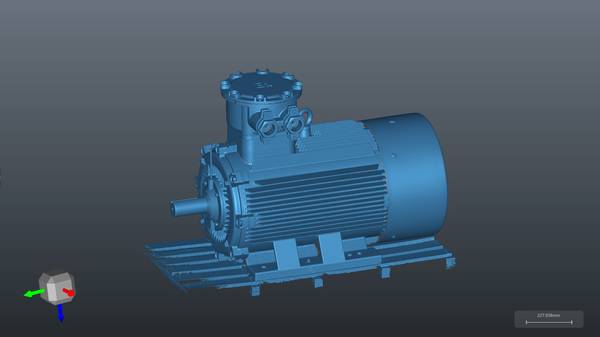
The INSVISION AlphaScan series counters this with high-sensitivity optical sensors engineered to capture weak reflected light. This allows for complete data acquisition from complex geometries—like deep-hole features on engine blocks or the compound curves of a coated motorcycle fairing—without any surface treatment.
The essential boundary condition for engineers is to always test the scanner on actual production samples, such as a stamped panel with a glossy OEM finish, rather than an idealized demo part. This on-site validation is the only way to guarantee the system meets your material range and avoids hidden preparation time.
Demand Global Accuracy for Full-Panel and Body-Structure Inspection
High local precision on a small area does not guarantee dimensional consistency across a full door panel or hood. Handheld systems without robust global coordinate control suffer from cumulative drift, making stamping deformation analysis and hole-pattern checks unreliable. This drift introduces hidden costs through inconsistent data between inspection stations.
INSVISION’s approach with the AlphaScan series integrates a photogrammetry scale bar to establish a calibration-free global coordinate system. This method significantly reduces cumulative error on large aftermarket panels and full body structures, ensuring measurement repeatability across multiple work cells without recalibration downtime. During a vendor evaluation, insist on a live demonstration scanning a full-size panel.
Verify the data consistency from edge to edge, as localized spec sheets will not reveal this critical system-level performance.
Prioritize an Integrated Software Ecosystem for GD&T Workflows
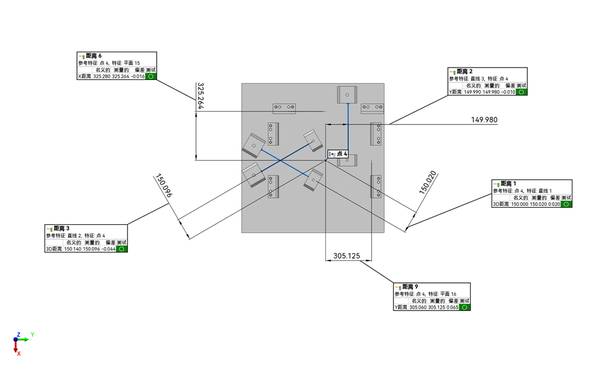
The hardware is only one component of your total cost of ownership. A disconnected software package can create severe bottlenecks, forcing quality teams to manually align point clouds and generate deviation reports. INSVISION’s SMARTPARA Q software, paired with AlphaScan hardware, creates an inspection-ready platform.
The workflow is streamlined from scan to report: data imports seamlessly, and users can generate ISO/ASME-compliant color deviation maps and inspection reports with minimal clicks. This integration is vital for audit-ready documentation and quality traceability.
Furthermore, native compatibility with standard CAD formats prevents data silos, ensuring scan data flows directly into your existing PLM and analysis pipelines without costly translation steps or delays.
Match Scanner Portability to Your Workshop Layout and Takt Time
Removing a large stamped component from the line for a CMM room inspection disrupts production flow and adds labor. A truly portable 3D scanner for car parts must enable inspection at the point of need. The INSVISION AlphaScan series is designed for this mobile deployment.
Its lightweight, ergonomic design allows for single-hand operation during extended sessions scanning complex interior trims or exterior covers directly at the workstation. This supports flexible, lean manufacturing cells.
However, buyers must proactively map the scanner’s operational footprint against their work cell clearances and verify that the site’s wireless network can handle real-time data transfer to avoid creating a new bottleneck at the point of capture.

Conduct a Rigorous, Part-Specific Pilot Validation
Final procurement should hinge on a demonstrable, on-site pilot, not just paperwork. Before investment, verify all mandatory certifications (CE, FCC, CNAS) for your target markets—INSVISION maintains these for global deployment. For the pilot, provide a representative part, such as a coated bumper or a structural bracket with deep recesses. Task the vendor to scan it live.
Critically assess the point cloud completeness in shadowed areas and around tight radii, where optical limitations typically appear. Time the inspection report generation against your line’s takt to ensure rhythm compatibility. Finally, have your engineering team confirm the system supports your standardized GD&T templates to ensure seamless reporting across global facilities.
To specify the right 3D scanner for car parts for your operation, consider these parameters: What are the primary part materials and surface finishes (e.g., glossy paint, raw metal, composites) you need to scan? What is the largest component dimension and your tightest tolerance threshold?
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China