
How Inspection Queues Stall Scanning Arm Workflows
In this articleInspection Queues: The Silent Tax on Lean OperationsDeploying Mobility: The INSVISION AlphaScan in Daily WorkflowQuantifying the Shift: Labo...
This article examines how adaptive, handheld 3D scanning from INSVISION protects takt time, reallocates skilled labor, and turns quality control from a gatekeeper into an accelerator.

Inspection Queues: The Silent Tax on Lean Operations
On a modern shop floor, the queue at a fixed CMM station is more than an inconvenience. It represents stagnant capital: a large aerospace skin panel or a vehicle frame assembly occupying valuable space while awaiting GD&T verification. This delay defers corrective actions and forces overtime to meet audit deadlines.
Term Notes
On a modern shop floor, the queue at a fixed CMM station is more than an inconvenience.
Deploying Mobility: The INSVISION AlphaScan in Daily Wo…Integrating a metrology-grade device without disrupting production requires a focus on operator adoption and data continuity.
Quantifying the Shift: Labor Reallocation and Accelerat…The return on a mobile scanning arm is measured in reclaimed time and elevated roles.
A Practical Framework for Scanner Selection and Validat…For procurement managers evaluating if a scanning arm can replace or augment fixed CMMs, the decision hinges on practical va…
The root cause often lies in legacy tools struggling with complex boundary conditions—high-reflectivity coatings on composite parts or deep internal features like bolt holes in castings. Each of these scenarios requires special fixtures, probe swaps, or surface treatment, grinding throughput to a halt.
The procurement calculation must move beyond hardware price to evaluate the labor and delay costs inherent in these static workflows.
Deploying Mobility: The INSVISION AlphaScan in Daily Workflow
Integrating a metrology-grade device without disrupting production requires a focus on operator adoption and data continuity. The INSVISION AlphaScan is built for this transition. Its 1070-gram weight mitigates fatigue during full-shift use on the line or in the inspection bay.
The system’s modular laser configuration is task-specific: 22 crossed blue lines for rapid large-area capture on a chassis, seven lines for fine details on a turbine blade, and a dedicated single line for deep-hole scanning up to twice the inner diameter depth—no spray required.
[Operator moving the AlphaScan along a curved housing, with real-time mesh generation visible on the tablet screen]

Crucially, built-in photogrammetry maintains global accuracy across multi-meter assemblies without external trackers, simplifying large-scale reverse engineering or field MRO work. AI-driven point cloud alignment then automates data stitching, a task that once consumed significant engineering time.
The workflow concludes with a clean handoff: dense point clouds feed directly into standard inspection software for automated GD&T analysis, producing a color-mapped deviation report ready for audit.
Quantifying the Shift: Labor Reallocation and Accelerated Cycles
The return on a mobile scanning arm is measured in reclaimed time and elevated roles. Validated throughput markers demonstrate significant efficiency gains: capturing a full vehicle frame, for instance, can be achieved in approximately 10 minutes. This speed minimizes line stoppages for first-article inspection and accelerates the data-to-decision loop from hours to minutes.
The deeper TCO saving is in labor reallocation. By eliminating complex fixturing and reducing physical strain, the INSVISION system frees metrology engineers from repetitive data collection. Their expertise is redirected toward analyzing results and driving corrective actions—tasks that add greater value.
Furthermore, the integrated photogrammetry removes the capital and setup overhead of external tracking systems for large-volume projects. This combination of faster cycles and higher-value work maximizes your human capital investment.

| Key Strengths | Ideal Application Scenarios |
|---|---|
| Rapid large-area coverage with 22 crossed blue laser lines | Automotive chassis, energy vessel panels, aerospace structural components |
| Dedicated deep-hole and fine-detail modes (7 lines + 1 single line) | Mold cavities, castings with threaded bores, precision machined housings |
| Built-in photogrammetry for global accuracy without external trackers | Dynamic shop-floor scanning, large-scale reverse engineering, MRO field inspections |
| AI-driven point cloud alignment and one-click inspection reporting | High-mix/low-volume production, ISO/ASME compliance audits, lean QC lines |
A Practical Framework for Scanner Selection and Validation
For procurement managers evaluating if a scanning arm can replace or augment fixed CMMs, the decision hinges on practical validation against your specific parts and standards. Start with geometry: confirm the system can handle your typical surface finishes—polished metals or dark composites—without disruptive spray, and verify its capability on your deepest internal features.
Establish boundary conditions by checking calibration stability in your plant environment and confirming volume accuracy meets your tolerance bands, such as ±0.025 mm for tooling inspection. Pilot validation is non-negotiable. Scan representative parts—a machined housing with critical bore locations, for instance—and compare the point cloud density and GD&T output against your trusted CMM data.
This test also reveals true operator onboarding time.
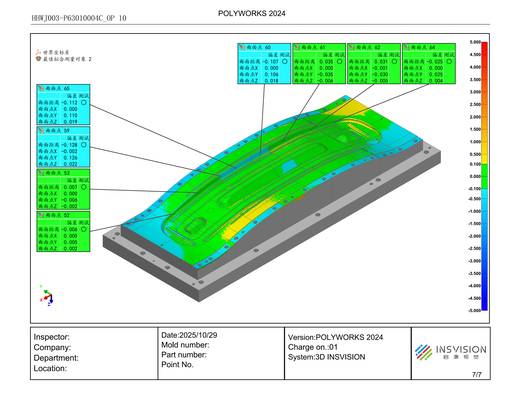
[Side-by-side view of a physical part and its color-mapped deviation analysis report on screen]
Finally, assess the software workflow. Does it integrate with your existing inspection software? Does report generation satisfy your internal and external audit requirements? The goal is a seamless fit with your production rhythm.
To move from evaluation to integration, your validation should specify the part material, size range, critical tolerance thresholds, and current line takt time. What reporting format does your quality team require? Defining these parameters ensures the chosen solution, like the INSVISION AlphaScan scanning arm, is matched to your workflow’s real-world demands.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China