
高速度生産ラインへの3D計測ツールの導入
本記事では、工場現場の実情:ワークステーションでのハンドヘルドスキャン、AlphaScanの技術:毎秒710万ポイントの精度、グローバル認証:C...
近代的な工場で働く品質エンジニアにとって、多くの場合ボトルネックとなるのが検査工程そのものです。従来の接触プローブで複雑な鋳物や大型のプレスパネルを検査する場合、ラインのタクトタイムを遅らせるか、計測リスクを受け入れるかの選択を迫られることがあります。この速度と精度のジレンマを解消するのが、最新の3D計測ツールの真の価値です。
INSVISIONの開発は、杭州での創業からグローバル展開まで、一貫して「個別の点検査からワークフローに統合された全面光学計測への転換」を軸に進められてきました。目標は単にデータを取得することではなく、Industry 4.0のオペレーションの流れの中でISO/ASME規格への準拠をサポートする、実行可能なインサイトを提供することです。
欧米の製造業者にとってこれは、リーンプロセスの制約となることなく安全性が重視される部品の検証を行えるシステムを導入できることを意味します。

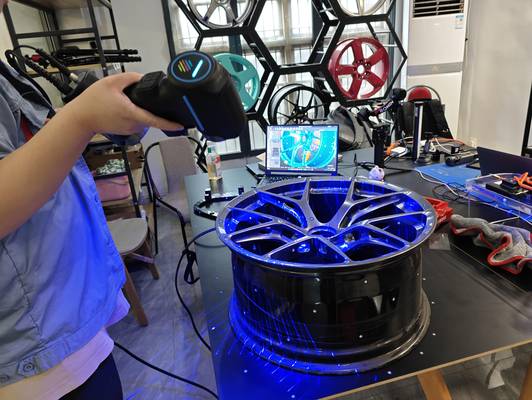
工場現場の実情:ワークステーションでのハンドヘルドスキャン
その実用的なメリットはすぐに実感できます。据え置き型CMMの使用予約を取り、重い部品を運搬する代わりに、オペレーターはワークステーションで直接ハンドヘルドスキャナーを使用できます。INSVISIONのシステム、例えば AlphaScanは毎秒最大710万回の計測が可能なため、安定した面さえあればどこでも一時的なスキャン場所にすることができます。
よくある質問
工場現場の実情:ワークステーションでのハンドヘルドスキャンでは何を確認すべきですか?
その実用的なメリットはすぐに実感できます。
AlphaScanの技術:毎秒710万ポイントの精度では何を確認すべきですか?
スキャン処理速度が高いと精度が低下するというのが通説です。
グローバル認証:欧米市場向け資格取得では何を確認すべきですか?
温度管理された実験室での精度と、シュトゥットガルトやシアトルの振動が発生する工場現場での信頼性の高い動作は別のものです。
この工程で完全な点群が生成され、CADモデルに重ねたカラーコード化された偏差マップとして可視化されます。大型のプレス金型や複雑なタービンブレードを検証するチームにとって、これは数十点の接触点から推定するのではなく、表面全体のGD&T準拠状況を確認できることを意味します。
以前は数時間かかっていた検証が数分で完了し、スキャンデータはPTB認定ソフトウェア内で基準にアライメントされます。これによりデジタル設計と物理的な部品のギャップが解消され、生産の流れを妨げることなく各生産ロットが仕様を満たしていることを確認できます。

AlphaScanの技術:毎秒710万ポイントの精度
スキャン処理速度が高いと精度が低下するというのが通説です。INSVISION AlphaScanの開発チームはこの通説に挑戦し、毎秒710万ポイントのスキャンを行いながら、単点精度0.015~0.02mmを実現しました。この性能は50本の交差する青色レーザーラインを使用した光学システムによって達成されています。
この構成により、単純な単一ラインシステムではデータ欠落が発生しがちな、鋳物や研磨部品に多い深いキャビティや反射面も正確に取得できます。さらに、システムのマーカーレストラッキングとリアルタイムキャリブレーションにより、オペレーターは狭い空間や大型アセンブリ全体でも安定したスキャンパスを維持でき、据え置き型フォトグラメトリターゲットに必要なセットアップ時間を削減できます。
この3D計測ツールは、大型部品の全面表面検査と体積カバレッジに最適化されており、個別の超高倍率フィーチャー検査向けではありません。
グローバル認証:欧米市場向け資格取得
温度管理された実験室での精度と、シュトゥットガルトやシアトルの振動が発生する工場現場での信頼性の高い動作は別のものです。INSVISIONがグローバルプロバイダーとしての地位を確固たるものにしたのは、CE、FCC、CNAS認証を取得したことによるものです。これらは欧米の自動車、 航空宇宙、医療機器製造分野に進出するための必須資格です。
これらのシステムは20か国以上で導入されており、自動車OEMの品質ゲートでの迅速な初品検査や、航空宇宙MRO施設での認定部品検証に使用されています。このグローバルな導入実績は、ハードウェアの堅牢性、およびソフトウェア出力がトレーサブルなレポートとして信頼されていることを証明しています。
計測システムを評価する際には、そのキャリブレーション証明書が貴社業界の品質監査員に認められていることを必ず確認してください。
ソフトウェアワークフロー:点群からGD&T準拠まで
スキャナーハードウェアがデータを取得する一方、判定を提供するのはソフトウェアです。INSVISIONのPTB認定ソフトウェアスイートは、スキャンとエンジニアリング検証のループを閉じるように設計されています。複数の部品向きからのスキャンデータを結合するなど、マルチソースデータを自動的にアライメントし、直感的なカラー偏差マップを瞬時に生成します。
内蔵のGD&Tツールにより、エンジニアは3Dモデルに直接公差呼び出しを適用し、ASME Y14.5またはISO GPS規格と照合してチェックできます。最終出力はワンクリックで生成される標準化された検査レポートダッシュボードです。このワークフローは、積層造形で製造された複雑な部品形状など、大量の手動計測を自動偏差分析に置き換えられるケースで特に効果を発揮します。
バッチ分析を開始する前に、現場での精度を確保するため、物理的な基準原器のアライメント手順を必ず確認してください。

AIガイド検査:オペレーター依存度の削減
進化の方向は、パッシブスキャンからアクティブガイドへと移行しています。INSVISIONのシステムは高速キャプチャを活用し、自動パターン認識を統合しています。このAIガイド機能は、未スキャン領域や潜在的な異常をリアルタイムで強調表示してオペレーターを支援し、車体パネル全体や造形金型などの複雑な形状の完全なカバレッジを確保します。
これにより3D計測ツールは品質ループの積極的な参加者となり、オペレーター依存度を削減し、シフト間の再現性を向上させます。この機能は、一貫性のある文書化されたプロセスが最優先される航空宇宙などの分野からの反復的なフィードバックを通じて磨き上げられました。
選定基準:生産環境に合わせたツール選び
このアプローチが貴社のオペレーションに適しているか評価する際には、部品の特性に焦点を当ててください。目標公差帯がシステムの検証済み範囲と一致することを確認し、地域ごとの特定の規制要件を確認してください。この3D計測ツールは、スポットチェックよりも全面カバレッジの方が価値が高い大型鋳物、プレスパネル、複雑な積層造形形状で最も高い性能を発揮します。
小型精密部品のミクロンレベルの公差での個別フィーチャー検査には、別の計測アプローチの方が適している場合があります。技術的な互換性を判断するために、一般的な部品の材質、最大寸法、表面仕上げ、生産ラインのタクトタイムをINSVISIONのエンジニアリングチームに共有してください。評価は理論上の仕様ではなく、貴社の実際の検証シナリオに基づいて行われます。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121