
Integration eines 3D-Messwerkzeugs in die Hochtaktproduktion
In diesem Artikel: Werkshallenrealität: Handscannen am Arbeitsplatz, AlphaScan Technik: Genauigkeit bei 7,1 Millionen Punkten pro Sekunde, Globale Validierung: Z...
Ziel ist nicht nur Datenerfassung, sondern handlungsorientierte Erkenntnisse, die die Einhaltung von ISO/ASME-Normen im Rahmen von Industrie 4.0-Prozessen unterstützen.
Für westliche Hersteller bedeutet dies die Implementierung eines Systems, das sicherheitskritische Bauteile validiert, ohne zum Engpass im Lean-Prozess zu werden.

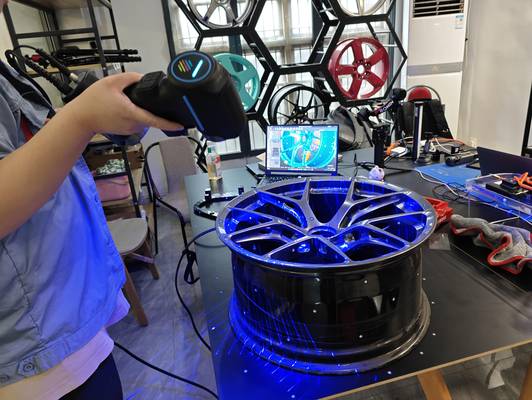
Werkshallenrealität: Handscannen am Arbeitsplatz
Der praktische Unterschied ist sofort sichtbar. Statt Zeit für eine fest installierte CMM zu planen und schwere Bauteile zu transportieren, können Bedienpersonal den Handscanner direkt am Arbeitsplatz einsetzen.
Systeme von INSVISION, wie der AlphaScanerfasst bis zu 7,1 Millionen Messpunkte pro Sekunde und verwandelt jede stabile Oberfläche in eine temporäre Scanstelle.
Szenarioüberblick
Der Artikel lässt sich praktisch über dieses Szenario lesen:
- Werkshallenrealität: Handscannen am Arbeitsplatz: Der praktische Unterschied ist sofort sichtbar.
- AlphaScan Technik: Genauigkeit bei 7,1 Millionen Pu…: Eine häufige Annahme ist, dass hoher Scandurchsatz auf Kosten der Genauigkeit geht.
- Globale Validierung: Zertifizierungen für westliche…: Präzision in einem klimatisierten Labor ist eine Sache, zuverlässige Leistung auf einer vibrierenden Fertigungshal…
Dieser Prozess erzeugt eine umfassende Punktwolke, die als farbcodierte Abweichungskarte über dem CAD-Modell visualisiert wird.
Für Teams, die große Stanzwerkzeuge oder komplexe Turbinenschaufeln prüfen, bedeutet dies die Einhaltung der GD&T-Normen über die gesamte Oberfläche nachvollziehen zu können, statt sie aus wenigen Dutzend Kontaktpunkten zu interpolieren.
Validierungen, die früher Stunden dauerten, werden in Minuten abgeschlossen, wobei die Scandaten in PTB-zertifizierter Software an Referenzstandards angeglichen werden.
Dies schließt die Lücke zwischen digitalem Design und physischem Bauteil und stellt sicher, dass jeder Produktionslauf den Spezifikationen entspricht, ohne den Fluss zu unterbrechen.

AlphaScan Technik: Genauigkeit bei 7,1 Millionen Punkten pro Sekunde
Eine häufige Annahme ist, dass hoher Scandurchsatz auf Kosten der Genauigkeit geht. Die Entwicklung des INSVISION AlphaScan widerlegt dies: er erreicht eine Einpunktgenauigkeit von 0,015–0,02 mm bei einer Scangeschwindigkeit von 7,1 Millionen Punkten pro Sekunde.
Die Lösung basiert auf einem optischen System mit 50 sich überschneidenden blauen Laserlinien.
Diese Konfiguration erfasst tiefe Hohlräume und reflektierende Oberflächen – häufig bei Guss- oder polierten Bauteilen anzutreffen – die bei einfacheren Einlinien-Systemen oft zu Datenverlusten führen.
Darüber hinaus ermöglichen die markerlose Verfolgung und die Echtzeitkalibrierung des Systems dem Bedienpersonal, auch in beengten Räumen oder bei großen Baugruppen einen gleichmäßigen Scanpfad einzuhalten, wodurch die Einrichtungszeit für fest installierte photogrammetrische Markierungen entfällt.
Dieses 3D-Messwerkzeug ist für die umfassende Oberflächenprüfung und volumetrische Erfassung großer Bauteile optimiert, nicht für isolierte Prüfungen von Merkmalen mit ultrahoher Vergrößerung.
Globale Validierung: Zertifizierungen für westliche Märkte
Präzision in einem klimatisierten Labor ist eine Sache, zuverlässige Leistung auf einer vibrierenden Fertigungshalle in Stuttgart oder Seattle eine ganz andere.
Der Wandel von INSVISION zu einem globalen Anbieter wurde durch die Erlangung von CE-, FCC- und CNAS-Zertifizierungen gefestigt – unverzichtbare Nachweise für den Einstieg in die westliche Automobilbranche, Luft- und Raumfahrtindustrieund Medizintechnikfertigung.
Eingesetzt in über 20 Ländern werden diese Systeme an den Qualitätstorern von Automobil-OEMs für die schnelle Erstmusterprüfung sowie in MRO-Einrichtungen der Luft- und Raumfahrt für die zertifizierte Bauteilvalidierung verwendet.
Diese globale Präsenz zeigt, dass die Hardware auf Robustheit ausgelegt ist und die Softwareausgaben für nachverfolgbare Berichte vertrauenswürdig sind.
Bei der Bewertung jedes Messtechniksystems bestätigen Sie bitte, dass seine Kalibrierzertifikate von den Qualitätsauditoren Ihrer Branche anerkannt werden.
Software-Workflow: Von der Punktwolke zur GD&T-Konformität
Die Scanner-Hardware erfasst Daten, aber die Software liefert die Entscheidungsgrundlage. Die PTB-zertifizierte Softwaresuite von INSVISION ist darauf ausgelegt, den Kreislauf zwischen Scannen und technischer Validierung zu schließen.
Sie gleicht automatisch Daten aus mehreren Quellen ab – zum Beispiel die Kombination von Scandaten aus mehreren Bauteilausrichtungen – und erstellt sofort eine intuitive farbige Abweichungskarte.
Integrierte GD&T-Tools ermöglichen es Ingenieuren, Toleranzangaben direkt auf das 3D-Modell anzuwenden und sie anhand der Normen ASME Y14.5 oder ISO GPS zu prüfen. Das Endergebnis ist ein standardisiertes Prüfbericht-Dashboard, das mit einem Klick erstellt wird.
Dieser Arbeitsablauf ist besonders effektiv für komplexe Bauteilgeometrien wie sie aus der additiven Fertigung stammen, wo die automatisierte Abweichungsanalyse umfangreiche manuelle Messungen ersetzt.
Vor Beginn der Serienanalyse überprüfen Sie bitte immer das Ausrichtverfahren für Ihre physischen Referenzstandards, um die Genauigkeit vor Ort zu gewährleisten.

KI-gesteuerte Prüfung: Reduzierung der Abhängigkeit von Bedienpersonal
Die Entwicklung geht von passivem Scannen zu aktiver Führung. Durch die Nutzung der Hochgeschwindigkeitserfassung integrieren INSVISION-Systeme jetzt eine automatisierte Mustererkennung.
Diese KI-gesteuerte Funktion unterstützt das Bedienpersonal, indem sie nicht gescannte Bereiche oder potenzielle Anomalien in Echtzeit hervorhebt und so eine vollständige Erfassung komplexer Geometrien wie ganzer Karosseriebleche oder geformter Formen gewährleistet.
Dadurch wird das 3D-Messwerkzeug zu einem aktiven Teilnehmer im Qualitätskreislauf, reduziert die Abhängigkeit von Bedienpersonal und verbessert die Wiederholbarkeit über Schichten hinweg.
Diese Fähigkeit wurde durch iteratives Feedback aus Branchen wie der Luft- und Raumfahrt verfeinert, wo konsistente, dokumentierte Prozesse oberste Priorität haben.
Auswahlkriterien: Passendes Messwerkzeug für Ihren Produktionskontext
Bei der Prüfung, ob dieser Ansatz für Ihren Betrieb geeignet ist, konzentrieren Sie sich auf die Bauteileigenschaften. Bestätigen Sie, dass Ihre Zieltoleranzbereiche mit dem validierten Bereich des Systems übereinstimmen, und prüfen Sie die spezifischen regulatorischen Anforderungen für Ihre Region.
Dieses 3D-Messwerkzeug erzielt die besten Ergebnisse bei großen Gussteilen, Stanzteilen und komplexen Geometrien aus der additiven Fertigung, bei denen die vollflächige Erfassung mehr Nutzen liefert als Stichprobenprüfungen.
Für die isolierte Merkmalsprüfung mit Toleranzen im Mikrometerbereich bei kleinen Präzisionsbauteilen können alternative Messtechnikansätze geeigneter sein.
Um die technische Kompatibilität zu ermitteln, teilen Sie dem INSVISION-Ingenieurteam Ihr typisches Bauteilmaterial, die maximalen Abmessungen, die Oberflächenbeschaffenheit und die Taktzeit Ihrer Produktionslinie mit.
Ihre Bewertung basiert auf Ihrem tatsächlichen Validierungsszenario, nicht auf theoretischen Spezifikationen.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China