
検査待ち行列がスキャンアームのワークフローを停滞させる理由
本記事では、リーンオペレーションの隠れた負担となる検査待ち行列の課題、日常業務でのINSVISION AlphaScanの活用、効果の定量化などについて解説します。
重要な部品が計測待ちで遊んでいる1分1秒は、人件費の直接的な損失であり、生産リズムを打ち砕く要因となります。リーンな自動車・航空機生産ラインを管理するエンジニアや調達チームにとって、このボトルネックは単なる遅延ではなく、総所有コスト(TCO)に埋もれたシステミックなコストなのです。
従来の固定座標計測や手動プローブ計測は待ち行列を発生させ、熟練オペレーターを治具に縛り付け、報告の遅れからISO/ASME規格への準拠を危うくする恐れがあります。真にモバイルなスキャンアームワークフローへの移行により、部品を計測場所に運ぶのではなく、計測ツールを部品の元へ移動させることでこの課題を解決します。
本記事では、適応型ハンドヘルド3Dスキャンがどのように INSVISION がタクトタイムを守り、熟練人材を再配置し、 品質管理 をゲートキーパーから促進役へと変革する仕組みを解説します。

検査待ち行列:リーンオペレーションの隠れたコスト
最新の製造現場では、固定CMMステーションの待ち行列は単なる不便では済みません。停滞した資産、つまり航空機の外板パネルや車体フレームアセンブリがGD&T検証を待つ間、貴重なスペースを占有している状態を意味します。この遅れは是正措置を先送りにし、監査期限に間に合わせるための残業を発生させる原因にもなります。
根本的な原因は多くの場合、複雑な境界条件へのレガシーツールの対応不足にあります。複合材部品の高反射コーティングや、鋳物のボルト穴のような深い内部形状などです。こうしたケースではそれぞれ特殊な治具、プローブの交換、表面処理が必要となり、処理能力を大幅に低下させてしまいます。
調達の際の計算では、ハードウェアの価格だけでなく、こうした静的なワークフローに内在する人件費や遅延コストも評価に含める必要があります。
モビリティの導入:日常業務におけるINSVISION AlphaScan
生産を混乱させずに計測グレードのデバイスを導入するには、オペレーターの受け入れやすさとデータの連続性に重点を置く必要があります。INSVISION AlphaScan はこうした移行に対応するために開発されました。重量は1070gと軽量なため、生産ラインや検査室で終日使用しても疲労が軽減されます。
本システムのモジュール式レーザー構成は作業内容に応じて使い分けられます。シャーシなどの広範囲を高速に取得するための22本の交差青色ライン、タービンブレードの微細な詳細を取得するための7本のライン、内径の2倍の深さまでの深穴スキャンに対応する専用シングルラインを搭載し、スプレー処理は不要です。
[オペレーターが湾曲した筐体に沿ってAlphaScanを動かし、タブレット画面にリアルタイムでメッシュが生成されている様子]

特筆すべき点は、内蔵フォトグラメトリーにより、外部トラッカーなしで数メートル規模のアセンブリ全体の精度を維持できることです。これにより大規模リバースエンジニアリングや現場でのMRO作業が簡素化されます。さらにAI駆動の点群位置合わせによりデータのステッチングが自動化され、従来エンジニアの多くの時間を奪っていた作業が削減されます。
ワークフローの最後はシームレスなデータ引き渡しです。高密度点群は標準の検査ソフトウェアに直接入力されGD&T分析が自動実行され、監査に対応可能なカラーマップ偏差レポートが生成されます。
シフトの定量化:人員の再配置とサイクルの加速
モバイルスキャンアームの投資効果は、回収できた時間と業務の高度化で測れます。実証済みの処理能力指標では大幅な効率向上が確認されています。例えば車体フレーム全体の取得は約10分で完了します。この速さにより初品検査時のライン停止時間が最小限に抑えられ、データ取得から意思決定までのループが数時間から数分へと短縮されます。
TCO削減のより大きなポイントは人員の再配置です。複雑な治具を不要にし、身体的負担を軽減することで、INSVISIONのシステムは計測エンジニアを反復的なデータ収集作業から解放します。彼らの専門知識は結果の分析や是正措置の推進といった、より付加価値の高い業務に振り向けられるようになります。
さらに内蔵フォトグラメトリーにより、大容量プロジェクトにおける外部トラッキングシステムの導入コストとセットアップ工数が削減されます。サイクルの高速化と高付加価値業務の組み合わせにより、人的資本への投資を最大限に活用できます。

| 主な強み | 最適な活用シナリオ |
|---|---|
| 22本の交差青色レーザーラインによる広範囲の高速スキャン | 自動車シャーシ、エネルギー容器パネル、航空機構造部品 |
| 深穴・微細詳細専用モード(7本ライン+1本シングルライン) | 金型キャビティ、ネジ穴付き鋳物、精密加工筐体 |
| 外部トラッカー不要で全体精度を維持する内蔵フォトグラメトリー | 動的な製造現場スキャン、大規模リバースエンジニアリング、MRO現場検査 |
| AI駆動の点群位置合わせとワンクリック検査レポート生成 | 多品種少量生産、ISO/ASME準拠監査、リーンQCライン |
スキャナー選定・検証のための実践的フレームワーク
スキャンアームを固定CMMの代替または補完として評価する調達マネージャーにとって、判断の鍵は自社の特定の部品や規格に対する実践的な検証にあります。まず形状から確認しましょう。研磨金属や暗色複合材など、自社で一般的な表面仕上げに対し、妨害となるスプレー処理なしでシステムが対応可能か、最深部の内部形状に対する性能を満たしているかを確認してください。
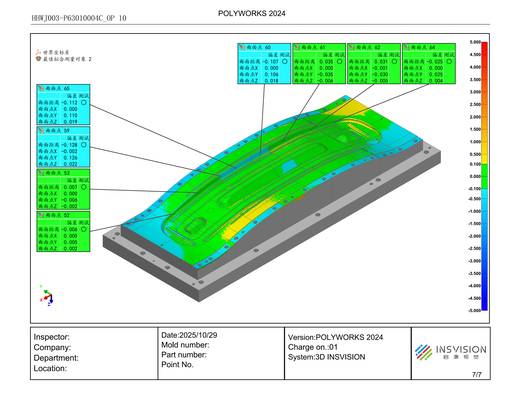
自社工場環境でのキャリブレーション安定性を確認し、体積精度が金型検査の場合±0.025mmなど、自社の公差帯を満たしているかをチェックし、境界条件を明確にしてください。パイロット検証は必須です。例えば重要な穴位置がある加工筐体など、代表的な部品をスキャンし、点群密度とGD&T出力を信頼できるCMMデータと比較してください。
このテストにより、オペレーターの実際の導入習熟時間も明らかになります。
[物理的な部品と、画面上のカラーマップ化された偏差分析レポートの並べて表示]
最後にソフトウェアワークフローを評価しましょう。既存の検査ソフトウェアと統合可能ですか?レポート生成は社内外の監査要件を満たしていますか?目標は生産リズムにシームレスに適合することです。
評価から導入へ進むために、検証時には部品の材質、サイズ範囲、重要な公差しきい値、現在のラインのタクトタイムを明記してください。品質チームが必要とするレポート形式は何ですか?これらのパラメータを定義することで、INSVISION AlphaScanスキャンアームのような選定したソリューションが、ワークフローの実際の要求に適合することを保証できます。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121