
Wie Prüfwarteschlangen Arbeitsabläufe von Scannarmen beeinträchtigen
In diesem Artikel: Prüfwarteschlangen: Die stille Belastung für Lean-Betriebe, Einsatz von Mobilität: Der INSVISION AlphaScan im täglichen Arbeitsablauf, Quantifizierung des Wandels: Arbei...
Der Wechsel zu einem wirklich mobilen Scannarm-Arbeitsablauf löst dieses Problem, indem die Messung zum Bauteil gebracht wird, nicht das Bauteil zur Messung.
Dieser Artikel untersucht, wie adaptives, handgehaltenes 3D-Scannen von INSVISION die Taktzeit schützt, qualifizierte Arbeitskräfte umverteilt und die Qualitätskontrolle von einer Kontrollinstanz zu einem Beschleuniger wandelt.

Prüfwarteschlangen: Die stille Belastung für Lean-Betriebe
In einer modernen Fertigungshalle ist die Warteschlange an einer stationären CMM-Station mehr als nur eine Unannehmlichkeit. Sie steht für stillstehendes Kapital: eine große Luftfahrthautplatte oder eine Fahrzeugrahmenbaugruppe, die wertvollen Platz einnimmt, während sie auf die GD&T-Verifizierung wartet.
Diese Verzögerung verschiebt Korrekturmaßnahmen und erzwingt Überstunden, um Prüffristen einzuhalten.
Begriffsnotizen
In einer modernen Fertigungshalle ist die Warteschlange an einer stationären CMM-Station mehr als nur eine Unannehmlichkeit.
Einsatz von Mobilität: Der INSVISION AlphaScan im tägli…Die Integration eines messtechnisch hochwertigen Geräts ohne Unterbrechung der Produktion erfordert einen Fokus auf die Akze…
Quantifizierung des Wandels: Arbeitskräfteumverteilung…Der Return on Investment eines mobilen Scannarms misst sich in zurückgewonnener Zeit und aufgewerteten Aufgaben.
Praktischer Rahmen für Scanner-Auswahl und -ValidierungFür Einkaufsleiter, die prüfen, ob ein Scannarm stationäre CMMs ersetzen oder ergänzen kann, hängt die Entscheidung von der…
Die Ursache liegt häufig in veralteten Geräten, die mit komplexen Randbedingungen kämpfen – hochreflektierende Beschichtungen auf Verbundbauteilen oder tiefe interne Merkmale wie Schraubenlöcher in Gussteilen.
Jedes dieser Szenarien erfordert spezielle Vorrichtungen, Sondenwechsel oder Oberflächenbehandlung, was den Durchsatz zum Erliegen bringt.
Die Einkaufsberechnung muss über den Hardwarepreis hinausgehen, um die Arbeits- und Verzögerungskosten zu bewerten, die diesen statischen Arbeitsabläufen inhärent sind.
Einsatz von Mobilität: Der INSVISION AlphaScan im täglichen Arbeitsablauf
Die Integration eines messtechnisch hochwertigen Geräts ohne Unterbrechung der Produktion erfordert einen Fokus auf die Akzeptanz durch die Bediener und Datennachvollziehbarkeit. Das INSVISION AlphaScan wurde für diesen Übergang entwickelt.
Sein Gewicht von 1070 Gramm reduziert die Ermüdung bei ganztägigem Einsatz an der Linie oder im Prüfraum.
Die modulare Laserkonfiguration des Systems ist aufgabenspezifisch: 22 gekreuzte blaue Linien für die schnelle Erfassung großer Flächen an einem Fahrgestell, sieben Linien für feine Details an einer Turbinenschaufel und eine dedizierte Einzellinie zum Scannen tiefer Löcher bis zur doppelten Tiefe des Innendurchmessers – ohne Sprühbehandlung erforderlich.
[Bediener führt den AlphaScan entlang eines gekrümmten Gehäuses, wobei die Echtzeit-Netzgenerierung auf dem Tablet-Bildschirm sichtbar ist]

Entscheidend ist, dass die integrierte Photogrammetrie die globale Genauigkeit bei mehrmeter langen Baugruppen ohne externe Tracker gewährleistet, was die groß angelegte Reverse Engineering oder Wartungsarbeiten (MRO) vor Ort vereinfacht.
Die KI-gesteuerte Punktwolkenausrichtung automatisiert dann das Datenstitching, eine Aufgabe, die früher viel Ingenieurzeit in Anspruch nahm.
Der Arbeitsablauf endet mit einer sauberen Schnittstelle: Dichte Punktwolken werden direkt an gängige Prüfsoftware zur automatisierten GD&T-Analyse übergeben, wodurch ein farbkodierter Abweichungsbericht erstellt wird, der sofort für Prüfungen bereit ist.
Quantifizierung des Wandels: Arbeitskräfteumverteilung und beschleunigte Zyklen
Der Return on Investment eines mobilen Scannarms misst sich in zurückgewonnener Zeit und aufgewerteten Aufgaben. Validierte Durchsatzwerte belegen erhebliche Effizienzgewinne: Die Erfassung eines kompletten Fahrzeugrahmens kann beispielsweise in ca. 10 Minuten erfolgen.
Diese Geschwindigkeit minimiert Linienstillstände bei der Erstmusterprüfung und beschleunigt die Daten-zu-Entscheidung-Schleife von Stunden auf Minuten.
Der tiefere TCO-Vorteil liegt in der Umverteilung von Arbeitskräften. Durch die Eliminierung komplexer Vorrichtungen und die Reduzierung körperlicher Belastung befreit das INSVISION-System Messtechnikingenieure von repetitiver Datenerfassung.
Ihre Fachkenntnisse werden stattdessen für die Analyse von Ergebnissen und die Umsetzung von Korrekturmaßnahmen eingesetzt – Aufgaben, die einen höheren Mehrwert liefern.
Darüber hinaus beseitigt die integrierte Photogrammetrie die Kapital- und Einrichtungskosten von externen Trackingsystemen für Großvolumenprojekte. Diese Kombination aus schnelleren Zyklen und höherwertiger Arbeit maximiert Ihre Investition in Humankapital.

| Hauptvorteile | Ideale Einsatzszenarien |
|---|---|
| Schnelle Erfassung großer Flächen mit 22 gekreuzten blauen Laserlinien | Automobilfahrgestelle, Energiebehälterplatten, Strukturbauteile für die Luftfahrt |
| Dedizierte Tiefloch- und Feindetailmodi (7 Linien + 1 Einzellinie) | Formhohlräume, Gussteile mit Gewindebohrungen, präzisionsgefertigte Gehäuse |
| Integrierte Photogrammetrie für globale Genauigkeit ohne externe Tracker | Dynamisches Scannen in der Fertigungshalle, groß angelegte Reverse Engineering, MRO-Prüfungen vor Ort |
| KI-gesteuerte Punktwolkenausrichtung und Ein-Klick-Prüfberichterstellung | Produktion mit hoher Variantenvielfalt und geringem Volumen, ISO/ASME-Konformitätsprüfungen, Lean-Qualitätskontrollinien |
Praktischer Rahmen für Scanner-Auswahl und -Validierung
Für Einkaufsleiter, die prüfen, ob ein Scannarm stationäre CMMs ersetzen oder ergänzen kann, hängt die Entscheidung von der praktischen Validierung anhand Ihrer spezifischen Bauteile und Normen ab.
Beginnen Sie mit der Geometrie: Bestätigen Sie, dass das System Ihre typischen Oberflächenbeschaffenheiten – polierte Metalle oder dunkle Verbundwerkstoffe – ohne störende Sprühbehandlung verarbeiten kann, und verifizieren Sie seine Leistungsfähigkeit bei Ihren tiefsten internen Merkmalen.
Legen Sie Randbedingungen fest, indem Sie die Kalibrierungsstabilität in Ihrer Produktionsumgebung prüfen und bestätigen, dass die Volumengenauigkeit Ihren Toleranzbereichen entspricht, z. B. ±0,025 mm bei Werkzeugprüfungen. Eine Pilotvalidierung ist unumgänglich.
Scannen Sie repräsentative Bauteile – beispielsweise ein gefertigtes Gehäuse mit kritischen Bohrungspositionen – und vergleichen Sie die Punktwolkendichte und die GD&T-Ergebnisse mit Ihren vertrauenswürdigen CMM-Daten.
Dieser Test zeigt auch die tatsächliche Einarbeitungszeit für Bediener.
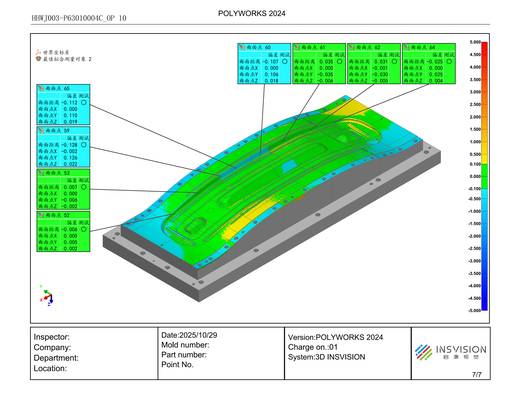
[Seitenansicht eines physischen Bauteils und seines farbkodierten Abweichungsanalyseberichts auf dem Bildschirm]
Abschließend bewerten Sie den Software-Arbeitsablauf. Integriert er sich in Ihre vorhandene Prüfsoftware? Erfüllt die Berichterstellung Ihre internen und externen Prüfanforderungen? Das Ziel ist eine nahtlose Anpassung an Ihren Produktionsrhythmus.
Um von der Evaluierung zur Integration zu gelangen, sollte Ihre Validierung das Baumaterial, den Größenbereich, kritische Toleranzschwellen und die aktuelle Linientaktzeit spezifizieren. Welches Berichtformat benötigt Ihr Qualitätsteam?
Die Definition dieser Parameter stellt sicher, dass die gewählte Lösung, wie der INSVISION AlphaScan Scannarm, den realen Anforderungen Ihres Arbeitsablaufs entspricht.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China