
Comment les files d’attente d’inspection bloquent les flux de travail des bras de numérisation
Dans cet article : Files d’attente d’inspection : la taxe silencieuse sur les opérations lean ; Déploiement de la mobilité : l’INSVISION AlphaScan dans le flux de travail quotidien ; Quantification du changement : Labo...
Le passage à un flux de travail de bras de numérisation véritablement mobile résout ce problème en amenant la mesure sur la pièce, et non l’inverse.
Cet article examine comment la numérisation 3D portable adaptative de INSVISION préserve le takt time, réaffecte la main-d’œuvre qualifiée et transforme le contrôle qualité d’un facteur de blocage en accélérateur de production.

Files d’attente d’inspection : la taxe silencieuse sur les opérations lean
Sur un atelier de production moderne, la file d’attente devant une station CMM fixe est plus qu’un inconvénient. Elle représente du capital immobilisé : un grand panneau de revêtement aéronautique ou un cadre de véhicule occupant un espace précieux en attente de vérification GD&T.
Ce retard diffère les actions correctives et impose des heures supplémentaires pour respecter les délais d’audit.
Points clés
- Sur un atelier de production moderne, la file d’attente devant une station CMM fixe est plus qu’un inconvénient.
- Intégrer un appareil de qualité métrologique sans perturber la production nécessite de se concentrer sur l’adoption par les opérateurs et la con…
- Le retour sur investissement d’un bras de numérisation mobile se mesure en temps récupéré et en fonctions revalorisées.
- Pour les responsables d’approvisionnement qui évaluent si un bras de numérisation peut remplacer ou compléter les CMM fixes, la décision dépend…
La cause principale réside souvent dans les outils hérités qui peinent à gérer des conditions limites complexes : revêtements à haute réflectivité sur des pièces composites ou caractéristiques internes profondes comme les trous de boulons dans les pièces moulées.
Chacun de ces scénarios nécessite des montages spéciaux, des changements de palpeur ou un traitement de surface, réduisant fortement le débit.
Le calcul d’approvisionnement doit dépasser le simple prix du matériel pour évaluer les coûts de main-d’œuvre et de retard inhérents à ces flux de travail statiques.
Déploiement de la mobilité : l’INSVISION AlphaScan dans le flux de travail quotidien
Intégrer un appareil de qualité métrologique sans perturber la production nécessite de se concentrer sur l’adoption par les opérateurs et la continuité des données. L’INSVISION AlphaScan est conçu pour cette transition.
Son poids de 1070 grammes limite la fatigue lors d’une utilisation sur une poste complète, sur la ligne de production ou dans la baie d’inspection.
La configuration laser modulaire du système est adaptée à chaque tâche : 22 lignes bleues croisées pour une capture rapide de grandes surfaces sur un châssis, sept lignes pour les détails fins sur une aube de turbine, et une ligne unique dédiée pour la numérisation de trous profonds allant jusqu’à deux fois la profondeur du diamètre intérieur, sans pulvérisation nécessaire.
[Opérateur déplaçant l’AlphaScan le long d’un carter incurvé, avec une génération de maillage en temps réel visible sur l’écran de la tablette]

Fait essentiel, la photogrammétrie intégrée maintient la précision globale sur des assemblages de plusieurs mètres sans trackers externes, simplifiant l’ingénierie inverse à grande échelle ou les travaux de MRO sur site.
L’alignement du nuage de points piloté par l’IA automatise ensuite l’assemblage des données, une tâche qui prenait autrefois beaucoup de temps aux ingénieurs.
Le flux de travail se termine par un transfert de données fluide : les nuages de points denses alimentent directement les logiciels d’inspection standard pour une analyse GD&T automatisée, produisant un rapport d’écart avec cartographie couleur prêt pour l’audit.
Quantification du changement : réaffectation de la main-d’œuvre et cycles accélérés
Le retour sur investissement d’un bras de numérisation mobile se mesure en temps récupéré et en fonctions revalorisées. Les indicateurs de débit validés démontrent des gains d’efficacité significatifs : la numérisation d’un cadre de véhicule complet peut par exemple être réalisée en environ 10 minutes.
Cette vitesse minimise les arrêts de ligne pour l’inspection du premier article et accélère la boucle de décision à partir des données, passant de plusieurs heures à quelques minutes.
L’économie de TCO la plus importante réside dans la réaffectation de la main-d’œuvre. En éliminant les montages complexes et en réduisant les contraintes physiques, le système INSVISION libère les ingénieurs métrologues des tâches répétitives de collecte de données.
Leur expertise est redirigée vers l’analyse des résultats et la mise en œuvre d’actions correctives, des tâches à plus forte valeur ajoutée.
De plus, la photogrammétrie intégrée élimine les coûts d’investissement et de configuration des systèmes de suivi externes pour les projets de grand volume. Cette combinaison de cycles plus rapides et de travail à plus forte valeur ajoutée maximise votre investissement en capital humain.

| Atouts clés | Scénarios d’application idéaux |
|---|---|
| Couverture rapide de grandes surfaces avec 22 lignes laser bleues croisées | Châssis automobiles, panneaux de récipients énergétiques, composants structurels aéronautiques |
| Modes dédiés pour trous profonds et détails fins (7 lignes + 1 ligne unique) | Cavités de moules, pièces moulées avec alésages filetés, carters usinés de précision |
| Photogrammétrie intégrée pour une précision globale sans trackers externes | Numérisation dynamique en atelier, ingénierie inverse à grande échelle, inspections MRO sur site |
| Alignement de nuage de points piloté par l’IA et rapport d’inspection en un clic | Production à mix élevé/faible volume, audits de conformité ISO/ASME, lignes de contrôle qualité lean |
Cadre pratique pour la sélection et la validation des scanners
Pour les responsables d’approvisionnement qui évaluent si un bras de numérisation peut remplacer ou compléter les CMM fixes, la décision dépend d’une validation pratique sur vos pièces et normes spécifiques.
Commencez par la géométrie : confirmez que le système peut traiter vos finitions de surface typiques (métaux polis ou composites sombres) sans pulvérisation perturbatrice, et vérifiez sa capacité sur vos caractéristiques internes les plus profondes.
Établissez les conditions limites en vérifiant la stabilité de l’étalonnage dans l’environnement de votre usine et en confirmant que la précision volumétrique respecte vos plages de tolérance, par exemple ±0,025 mm pour l’inspection d’outillage. La validation par pilote est incontournable.
Numérisez des pièces représentatives (un carter usiné avec des emplacements d’alésage critiques par exemple) et comparez la densité du nuage de points et la sortie GD&T aux données de votre CMM de référence.
Ce test révèle également le temps réel d’intégration des opérateurs.
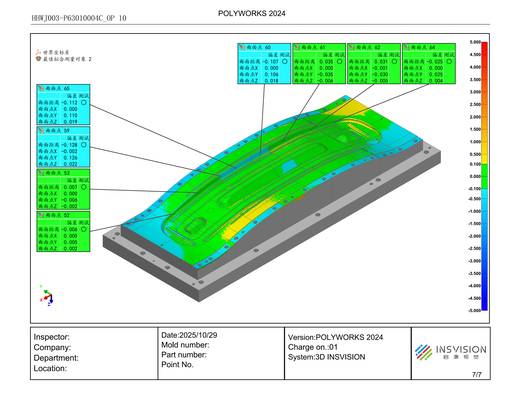
[Vue côte à côte d’une pièce physique et de son rapport d’analyse d’écart avec cartographie couleur à l’écran]
Enfin, évaluez le flux de travail du logiciel. S’intègre-t-il à votre logiciel d’inspection existant ? La génération de rapports répond-elle à vos exigences d’audit interne et externe ? L’objectif est une intégration transparente à votre rythme de production.
Pour passer de l’évaluation à l’intégration, votre validation doit spécifier le matériau des pièces, la plage de tailles, les seuils de tolérance critiques et le takt time actuel de la ligne. Quel format de rapport votre équipe qualité requiert-elle ?
La définition de ces paramètres garantit que la solution choisie, comme le bras de numérisation INSVISION AlphaScan, répond aux exigences réelles de votre flux de travail.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082