
ハンドヘルド3Dスキャナーとは? 原理・選定・活用の基礎知識(2026年版)
ハンドヘルド3Dスキャナーは、手持ちの装置を対象物に向けて動かしながら、表面形状を非接触で点群データとして取得する計測機器である。レーザーまたは構造化光(パターン光)を照射し、その反射や変形をカメラで捉えて三角測量の原理で三次元座標を算出する方式が主流だ。
ハンドヘルド3Dスキャナーとは
ハンドヘルド3Dスキャナーは、手持ちの装置を対象物に向けて動かしながら、表面形状を非接触で点群データとして取得する計測機器である。レーザーまたは構造化光(パターン光)を照射し、その反射や変形をカメラで捉えて三角測量の原理で三次元座標を算出する方式が主流だ。測定中に装置と対象物の相対位置が変わっても、ターゲットマーカーや形状特徴を基準に位置合わせを行うことで、広範囲の形状を継ぎ目なく統合できる。

出力されるデータはSTLやPLYなどのメッシュ形式、あるいはIGESやSTEPといったCADフォーマットで、検査、リバースエンジニアリング、アディティブマニュファクチャリングなど多様な工程に直接流用できる。
動作原理と主要な技術要素
ハンドヘルド3Dスキャナーの性能を左右する要素は、大きく以下の4つに分けられる。
| 要素 | 内容 | 実務への影響 |
|---|---|---|
| 光源と投影方式 | レーザーライン、構造化光(縞パターン)、赤外光など | 対象物の材質・色・光沢への耐性が変わる |
| 位置合わせ方式 | マーカーベース、マーカーレス(形状特徴追跡)、ハイブリッド | 測定準備の手間と、大型物や繰り返し測定の効率に直結 |
| キャリブレーションと精度保証 | 出荷時校正、現場での簡易校正、温度補償 | 計測の信頼性とトレーサビリティの確保 |
| ソフトウェアの処理能力 | 点群のノイズ除去、メッシュ生成、CAD比較、GD&T評価 | 検査業務のリードタイムと解析深度を決定づける |
たとえば、光沢のある金属面や黒色のゴム部品では、レーザーの反射強度が不均一になりやすい。こうした条件下でも安定して点群を取得できるかどうかは、光源の波長選択や露光制御アルゴリズムに依存する。また、マーカーレス方式は準備時間を短縮できる一方、特徴の少ない平面や反復パターンでは位置合わせが破綻しやすいという境界条件がある。
従来の計測手法との違い
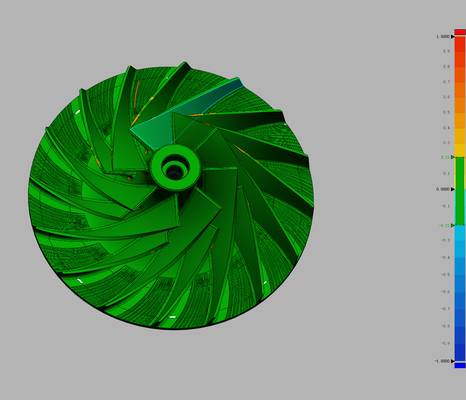
接触式三次元測定機(CMM)やアーム式測定器と比較すると、ハンドヘルド3Dスキャナーは「面としての形状把握」を得意とする。CMMが点や線で寸法を評価するのに対し、スキャナーは数秒で数百万点の点群を取得し、自由曲面の全体偏差をカラーマップで可視化できる。

一方で、幾何公差のうち真円度や円筒度、狭い深穴の内径といった「形状要素の極限的な精度」を求める測定では、CMMのほうが不確かさを小さく抑えられるケースが多い。両者は競合ではなく、測定対象と要求精度に応じて使い分ける技術である。
適用シーンと不向きなケース
ハンドヘルド3Dスキャナーが真価を発揮するのは、以下のような業務シナリオだ。
- プレス部品や樹脂成形品の全面形状検査と寸法レポート作成
- 既存部品の3Dデータが存在しない場合のリバースエンジニアリング
- 溶接構造物や組立品の変形解析、試作段階でのスプリングバック評価
- 設備据付時の現物合わせと干渉チェック
逆に、次のような条件では適用に注意が必要である。
- 鏡面や透明体、深い凹部など、光学的に取得困難な表面性状
- サブミクロンオーダーの形状精度が要求される金型の最終検査
- 測定環境の振動や温度変化が大きく、スキャナー自体の安定性が保てない現場
選定時に確認すべきポイント
導入を検討する際は、カタログスペックの「精度」数値だけを追うのではなく、自社の測定対象とワークフローに照らした実効性を見極める必要がある。以下の観点から評価すると判断がぶれにくい。
- 対象物のサイズと材質:最大スキャン範囲、マーカーの要否、光沢・黒色面への対応実績
- 要求される計測不確かさ:単一スキャンの精度と、複数スキャンを統合した際の体積精度の両方を確認
- 検査業務との親和性:既存のCADソフトや検査レポートツールとのデータ連携、GD&T評価の可否
- 現場の運用負荷:キャリブレーション頻度、オペレーターの習熟期間、持ち運びやすさ
- データ活用の出口:メッシュ編集、CAD変換、3Dプリンター用データ作成までの一貫性
INSVISIONの技術アプローチとAlphaScan
INSVISIONは、ハンドヘルド3Dスキャナーを「計測の民主化」ではなく「計測のエンジニアリングツール化」と捉え、光学設計とアルゴリズムの両面から開発を進めている。同社のAlphaScanシリーズは、青色レーザーと構造化光を状況に応じて使い分けられるハイブリッド光源を採用し、光沢面や黒色面でも安定した点群取得を可能にしている。

位置合わせ方式はマーカーベースとマーカーレスを併用でき、大型のプレス部品ではマーカーを貼らずに形状特徴で追跡し、繰り返し測定が必要な検査工程ではマーカーを基準に再現性を高める、といった運用が現場の判断で切り替えられる。出力データは、同社のソフトウェア上でCADモデルとの偏差マップ表示や断面解析まで完結し、レポート作成の工数を削減する設計だ。
INSVISIONの製品は、ISOやASMEの幾何公差評価に対応した検査機能を備えており、品質管理部門が求めるトレーサビリティの確保にも配慮されている。これは、単なる形状コピーではなく、製造工程の意思決定に直結するデータを提供するという思想の表れである。
Q: ハンドヘルド3DスキャナーはCMMの代わりになるか
A: 全面的な代替は難しい。CMMは点やエッジの高精度測定に優れ、スキャナーは面全体の偏差把握に優れる。両者の得意領域を理解し、測定対象と公差要求に応じて併用するのが現実的なアプローチだ。
Q: マーカーレス方式は常に便利か
A: 対象物の表面に十分な特徴(テクスチャや凹凸)がある場合は有効だが、単色の平滑面や繰り返しパターンでは位置合わせが不安定になる。マーカーを部分的に併用できるハイブリッド方式が、現場の適応力を高める。
Q: スキャンデータはすぐにCADで使えるか
A: スキャンで得られるのはメッシュデータであり、パラメトリックなCADモデルに変換するにはリバースエンジニアリングの工程が必要となる。ソフトウェア側でサーフェスフィッティングやソリッド化の機能がどこまで備わっているかが、データ活用の効率を左右する。
Q: 精度はカタログ値通りに出るのか
A: カタログ精度は管理された環境下での値であり、現場の温度、振動、対象物の表面状態、オペレーターのスキャン方法によって結果は変動する。導入前に自社の代表的なワークを用いたテスト測定を実施し、実運用での不確かさを把握することが不可欠だ。

まとめ
ハンドヘルド3Dスキャナーは、製造現場における形状把握のスピードと情報量を飛躍的に高めるツールである。ただし、その性能を引き出すには、光学計測の原理と境界条件を正しく理解し、自社の検査要件やワークフローに適合した機種と運用方法を選ぶ必要がある。the seriesのAlphaScanは、光源のハイブリッド化や位置合わせの柔軟性によって、多様な材質・形状に対応する設計となっており、検査からリバースエンジニアリングまで一貫したデータ活用を支援する。導入を検討する際は、カタログスペックの比較に終始せず、実際のワークを用いた検証を通じて、自社の製造品質に直結する価値を見極めることが重要だ。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121