
The Operational Case for 3D AI Scanning: Rework Reduction, Faster Delivery, and Cost Control
This article examines how a modern 3D AI scanner shifts the economics of industrial measurement.
This article examines how a modern 3D AI scanner shifts the economics of industrial measurement. Rather than a technical deep-dive, we focus on the operational levers that matter to plant managers, quality directors, and CFOs: inspection throughput, rework avoidance, labor deployment, delivery cadence, and the long-term asset of traceable process data.
The INSVISION AlphaScan serves as the reference system throughout, illustrating where a purpose-built handheld metrology tool can deliver measurable operational improvement.
Where Conventional Measurement Erodes Margins
Most factories still rely on a mix of coordinate measuring machines (CMMs), manual gauges, and dedicated fixtures for dimensional verification. These methods are accurate, but they create bottlenecks that ripple across production.
The first bottleneck is access. A CMM is a shared resource. When it is tied up on a first-article inspection or a troubleshooting job, production-line checks queue up. Operators either wait—idling machines and delaying shipments—or they ship without full dimensional confidence, gambling on later discovery of nonconformance.
The second is skill dependency. CMM programming and manual surface-plate layout require experienced metrology technicians. When those individuals are unavailable, inspection stops. Cross-training is slow, and the tacit knowledge of how to fixture a complex casting or align a welded assembly often walks out the door with a retiring employee.
The third is feedback latency. A part machined in the morning might not be measured until the afternoon. If a tool offset has drifted, an entire shift’s output could be suspect. The cost of that delay compounds: material wasted, machine time lost, and rework labor that could have been avoided with in-process correction.
These pain points are not new, but their financial weight has grown as batch sizes shrink and product variety increases. The traditional answer—more CMMs, more technicians—is capital-intensive and slow to scale. A different approach is to bring metrology-grade measurement directly to the point of production.
Where a 3D AI Scanner Changes the Cost Equation
A handheld 3D AI scanner like the INSVISION AlphaScan addresses the bottlenecks above by decoupling measurement speed from setup complexity and operator specialization. The operational impact unfolds across several interconnected areas.
Inspection throughput and measurement cycle time
The AlphaScan uses a dual-mode blue laser architecture. In high-speed mode, fifty cross laser lines fire simultaneously, capturing up to 7.1 million points per second. A large formed panel or a complex casting can be digitized in minutes, not hours. Because the scanner is handheld, there is no need to transport heavy parts to a metrology lab or fixture them on a granite table.
Inspection moves to the part, whether it sits on a machining center pallet, a welding station, or an incoming-receiving dock.
The immediate operational gain is decongestion of the CMM queue. Routine dimensional checks shift to the shop floor, freeing the CMM for the most demanding GD&T callouts that require tactile probing. Production throughput rises without adding capital equipment.
Rework and scrap reduction
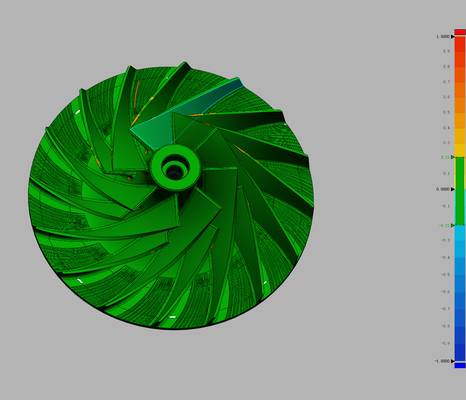
Speed alone does not reduce rework; timely data does. When a 3D AI scanner delivers a full-field deviation color map within minutes of a process step, the operator or machinist can correct offsets before the next cycle. The scanner’s AI-assisted alignment and mesh generation remove the manual post-processing that often delays results in photogrammetry-based systems.
The cost of rework varies by industry, but even in a mid-volume machining cell, the labor, tooling, and opportunity cost of reworking a single complex part can exceed the scanner’s monthly operating cost. Avoiding a handful of such events per month delivers a direct margin improvement.
For processes like injection molding or casting, where tool wear manifests gradually, trend data from frequent scans allows maintenance to be scheduled before nonconforming parts are produced.
Labor deployment and skill flexibility
A handheld 3D AI scanner compresses the training curve. An operator with basic part-handling knowledge can be taught to perform repeatable scans in a day, because the system handles alignment, exposure adjustment, and data stitching intelligently.
This does not eliminate the need for metrology expertise, but it redirects that expertise to higher-value tasks: programming automated inspection routines, analyzing deviation trends, and solving process problems.
For a plant struggling to hire or retain CMM programmers, this capability is a risk mitigator. It also makes multi-shift inspection coverage practical without staffing a full metrology lab on nights and weekends.
Delivery cadence and order responsiveness
Shorter inspection cycles compress the entire order-to-ship timeline. First-article inspections that once took days can be completed in hours, accelerating new product introduction and engineering change validation. For contract manufacturers and job shops, the ability to turn around a dimensional report with the shipment builds customer confidence and can become a competitive differentiator.
When a customer demands a last-minute design modification, the scanner’s reverse-engineering capability—capturing as-built geometry and exporting it to CAD—shortens the re-engineering loop. The shop can respond without waiting for external scanning services or tying up internal engineering resources for manual measurement.
Process data as a long-term asset
Every scan generates a dense point cloud and a deviation analysis that can be archived against the part serial number, machine tool, shift, and material batch. Over time, this data set becomes a process capability library. Quality engineers can query historical scans to identify which features drift first, which suppliers consistently ship near the upper tolerance limit, and which machining centers need preventive maintenance.
This traceability also supports customer audits and regulatory compliance. Instead of retrieving physical parts from a quarantine cage, the quality manager can pull up the digital twin and the associated dimensional report in seconds. The long-term value is a shift from reactive inspection to proactive process control—a core principle of Industry 4.0 and lean manufacturing.
A Framework for Evaluating Operational Value
Rather than offering a generic ROI figure, the following framework lets a manufacturing operation estimate the value of integrating a 3D AI scanner into its own workflows. Each row represents a cost driver that can be assessed using internal data.
| Cost Driver | Current State Indicator | Potential Improvement with 3D AI Scanning | How to Measure |
|---|---|---|---|
| Inspection cycle time | Hours per part on CMM or surface plate | Minutes per part with handheld scanning | Compare time logs for similar part families |
| CMM queue delay | Average wait time for CMM availability | Reduced queue; CMM reserved for critical GD&T | Track job start-to-finish time before and after |
| Rework labor | Hours spent re-machining, re-welding, or hand-finishing nonconforming parts | Fewer nonconformances escaping the process step | Count rework orders per month linked to dimensional issues |
| Scrap cost | Material and labor cost of scrapped parts | Reduction in scrap from in-process correction | Scrap cost by root cause category |
| Skilled labor dependency | Number of CMM programmers or layout inspectors required per shift | Broader pool of operators capable of routine scanning | Training time to basic proficiency |
| First-article turnaround | Calendar days from part production to dimensional report | Same-day or next-day report delivery | Track FAI lead time for new part numbers |
| Customer returns / concessions | Cost of returns, sorting, and concessions due to dimensional nonconformance | Fewer escapes; faster root cause analysis | Return rate and concession count |
This framework does not require external benchmarks. A plant can populate the “Current State Indicator” column with its own data, run a pilot on a single problematic part family, and measure the delta. The result is a business case grounded in the plant’s actual cost structure.
Where INSVISION AlphaScan Delivers Operational Improvement
The INSVISION AlphaScan was engineered for factory-floor conditions, not just metrology labs. Several design choices translate directly into operational reliability and uptime.
The scanner’s dual-mode blue laser architecture means a single device covers both high-speed surface capture and fine-detail metrology. There is no need to switch between separate scanners for large-area scanning and small-feature inspection. This reduces equipment cost and eliminates the learning curve of multiple systems.
The industrial build quality—sealed against dust and moisture, with a reinforced housing—allows the scanner to operate in machining shops, foundries, and welding cells where a delicate optical instrument would be at risk. Downtime from environmental damage is minimized.
AI-assisted data processing inside the software accelerates the path from scan to actionable report. Automatic mesh generation, feature extraction, and alignment reduce the time a quality engineer spends on data manipulation. The result is that the scanner can be used for decisions at the pace of production, not at the pace of post-processing.
For plants that need to integrate scanning into automated cells, the AlphaScan’s compatibility with robotic mounting and its open data export formats allow it to function as an inline inspection node. This extends the operational value from manual spot checks to continuous process monitoring.
Implementation: Where to Start
A full-scale deployment of 3D scanning across an entire factory is rarely the right first step. The following two to three scenarios offer high-impact, low-risk entry points that generate visible results quickly.
- First-article inspection and engineering change validation
Start by replacing CMM-based first-article inspections for one product family with the AlphaScan. The goal is to cut FAI lead time from days to hours. Because first-article reports are already a required deliverable, the workflow change is minimal, and the time savings are immediately measurable. This scenario also builds internal confidence in the scanner’s accuracy and repeatability.
- In-process inspection at a bottleneck machining or forming cell
Identify a process step where dimensional drift historically causes rework or scrap. Deploy the scanner at the cell for a defined trial period, scanning a sample of parts at a set frequency. Use the deviation trend data to adjust tool offsets before parts go out of tolerance. Track rework hours and scrap cost for that cell before and during the trial. This scenario directly links scanning to margin improvement.
- Incoming inspection of critical supplier parts
For a casting, forging, or fabricated assembly that has caused downstream assembly problems, use the scanner to perform a rapid full-field check at receiving. Compare the scan to the CAD model and generate a pass/fail report before the parts enter inventory. This prevents nonconforming material from consuming internal machining, welding, or assembly labor—a cost that is often many times the purchase price of the raw part.
Each of these scenarios can be executed with a single scanner and minimal workflow disruption. The data collected during the pilot feeds directly into the evaluation framework above, turning a capital purchase decision into an evidence-based discussion.
Summary
The operational value of a 3D AI scanner is not found in a specification sheet. It emerges when inspection moves from a centralized, queued resource to a distributed, on-demand capability. Cycle times compress, rework loops shorten, skilled labor is used more strategically, and process data accumulates into a long-term quality asset.

For manufacturing leaders evaluating where to invest their next improvement dollar, the INSVISION AlphaScan represents a tool that addresses multiple cost drivers simultaneously. The recommended approach is to pick one of the pilot scenarios, measure the delta against the framework provided, and let the plant’s own numbers guide the scaling decision.
In an era where dimensional escapes can cost a key customer relationship, the ability to see and correct geometry in near real time is less a technology choice and more an operational necessity.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China