
Calgary Tier-1 Supplier Deploys Handheld 3D Scanner to End CMM Outsourcing for Tooling Inspection
On a busy stamping line at a Tier-1 automotive supplier in the Calgary metro area, a recurring bottleneck surfaced every quarter.
On a busy stamping line at a Tier-1 automotive supplier in the Calgary metro area, a recurring bottleneck surfaced every quarter. Tooling changes on legacy dies meant pulling worn jigs and fixtures, crating them, and trucking parts 200 kilometers to an external coordinate measuring machine (CMM) lab. Turnaround stretched from three to five days.
While the metrology report was in transit, assembly lines sat idle, waiting for first-article inspection sign-off before production could resume.
For complex stamped components destined for North American OEMs, the measurement workflow was a patchwork of manual caliper spot checks and outsourced CMM verification. Reverse engineering obsolete tooling—often with no surviving CAD data—took six weeks or more.
Plant floor staff, trained on traditional methods, juggled handwritten measurement logs and digital CAD models, a cognitive load that grew heavier during new model introductions. When inspection capacity couldn’t scale, scrap rates crept upward.
The operation needed a way to perform high-accuracy dimensional checks on-site, reduce dependency on external metrology labs, and bring reverse engineering cycles in-house. That search led to a handheld 3D scanner Calgary teams could deploy directly on the stamping floor.
The Real Cost of Off-Site Metrology
Before the switch, every worn tool triggered a familiar sequence. The jig came off the line, spent days in a remote metrology room, then sat waiting for rework decisions. Meanwhile, the line ran blind—operators made do with feeler gauges and visual checks, knowing a dimensional drift might only be caught days later.
The disconnect between physical tooling and digital inspection data created a decision lag that rippled through production scheduling, maintenance planning, and supplier coordination.
Practical Workflow
- The Real Cost of Off-Site Metrology — Before the switch, every worn tool triggered a familiar sequence.
- Deploying INSVISION AlphaScan on the Shop Floor — The shift began with a two-day workflow mapping session.
- How the INSVISION Platform Matched the Challenge — The choice of an INSVISION AlphaScan handheld 3D scanner wasn’t about specs alone—it was about how the system fit the physical an…
- What Changed on the Line — When a floor manager evaluates new inspection technology, the first question is always the same: what actually changes on my line…
Reverse engineering added another layer of friction. Documenting a worn casting or fixture meant manual dimensioning, waiting for engineering to generate 2D prints, then sending work out for machining. The entire loop consumed weeks, tying up toolroom capacity and delaying line readiness.
Deploying INSVISION AlphaScan on the Shop Floor
The shift began with a two-day workflow mapping session. INSVISION application specialists walked the stamping floor, observed how technicians handled jigs in situ, and identified scanning points that fit within existing changeover windows. The goal was zero production impact during setup.
Training took less than a full shift. The handheld form factor and industrial UI meant line technicians—none with prior 3D scanning experience—were capturing usable point clouds within four hours. Onboard AI algorithms compensated for variable lighting and surface reflectivity common on oily, shop-worn tooling, eliminating the need for manual spray coating or elaborate fixturing.
The initial rollout covered two use cases:
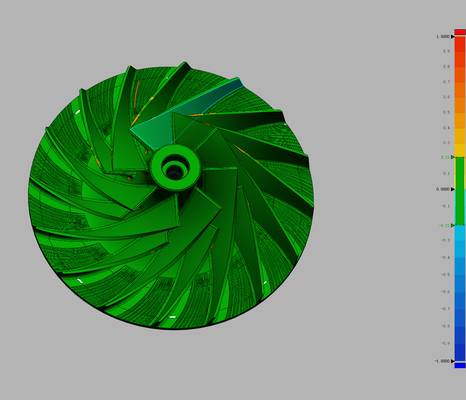
- In-situ tooling inspection: Worn jigs and die inserts were scanned directly on the press bed. The point cloud was aligned to reference CAD, and a color deviation map highlighted wear patterns, deformation, and dimensional drift in minutes. Rework decisions happened while the line was still hot, not days later.
- Reverse engineering of legacy tooling: Obsolete castings and fixtures with no digital twin were scanned, meshed, and converted into parametric CAD models. The digital twin then fed directly into CAM programming for replacement machining.
How the INSVISION Platform Matched the Challenge
The choice of an INSVISION AlphaScan handheld 3D scanner wasn’t about specs alone—it was about how the system fit the physical and procedural realities of a high-volume stamping plant.
Portability proved decisive. Large press beds and CNC nests can’t travel to a metrology lab. The AlphaScan’s single-hand operation and generous scan field let technicians capture geometry right at the machine, with no re-fixturing and no production downtime. For even larger assets, the AlphaVista model offers a 2200×2200 mm scan field, covering big dies in fewer passes.
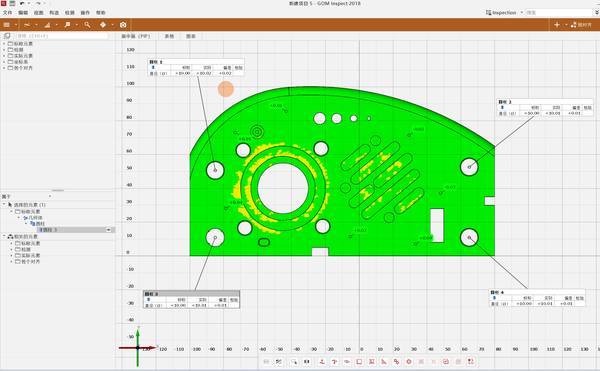
Data continuity removed a major source of error. Earlier attempts to stitch together separate scanning and inspection software packages had multiplied conversion losses and misalignments. The integrated 3D INSVISION software suite eliminated those handoffs. Scan data flowed directly into inspection routines with built-in GD&T analysis and deviation mapping, so quality engineers worked from a single source of truth.
Calgary’s climate added another layer of requirements. Cold warehouse bays in January and warm, dust-laden production floors in July both see the same parts. The scanner had to maintain metrology-grade accuracy across temperature swings and airborne particulates without constant recalibration. The AlphaScan’s industrial design and thermal stability handled those shifts without disrupting the measurement routine.
What Changed on the Line
When a floor manager evaluates new inspection technology, the first question is always the same: what actually changes on my line tomorrow? After deploying the INSVISION 3D scanning platform, the most tangible gains showed up in the rhythm of the shift itself.
Legacy tooling turnaround compressed from weeks to days. A worn jig could be scanned against its reference CAD during a scheduled changeover, deviations surfaced immediately, and fabrication decisions were made on the spot. The line no longer ran blind between CMM reports.
Reverse engineering cycles shortened dramatically. Instead of manual measurement and print generation, a complete digital twin of an obsolete casting was ready for CAM programming within a single shift. Toolroom capacity freed up, and lead times for replacement tooling dropped.
Scrap rates during new model introductions stabilized. With on-demand inspection capacity, first-article checks happened in parallel with tryout runs, catching dimensional issues before they propagated into full production. The cognitive load on operators eased as scan-to-CAD comparisons replaced manual logbooks.

What Calgary Teams Should Look for in a 3D Scanning Solution
After living through the deployment, the plant team distilled four hard-won lessons for any Calgary manufacturer evaluating 3D scanning for heavy industrial tooling.
Portability matters more than spec sheets. If your assets can’t move, the scanner must. Handheld systems that operate reliably next to a 500-ton press, without delicate setup, deliver value that benchtop scanners can’t match.
Avoid data handoffs between disconnected tools. Stitching together separate scanning and inspection packages multiplies errors. An integrated platform that carries scan data straight into GD&T analysis and deviation mapping keeps the digital thread intact.
Calgary’s climate is a real test. Temperature swings from unheated bays in winter to hot, dusty summers demand a scanner built for industrial environments. Look for thermal stability and resistance to airborne contaminants, not just lab-condition accuracy specs.
Training must fit the shift schedule. If a scanner requires a metrology specialist to operate, it won’t get used on the floor. Systems that a line technician can learn in hours, with intuitive software that automates alignment and meshing, see much higher adoption.
Beyond Automotive: Where the Same Approach Applies
The stamping plant’s experience isn’t unique to automotive. Any operation that relies on large, stationary tooling and suffers from outsourced metrology delays can replicate the model. Heavy equipment manufacturers in the Calgary region use similar workflows to inspect weldments and machined castings without moving multi-ton assemblies.
Oil and gas service shops scan downhole tooling and valve bodies in the field, feeding wear data directly into maintenance planning. Fabrication shops digitize as-built structures for clash detection and retrofit design, eliminating manual measurement and rework.
The common thread is an asset too large or too critical to move, a need for fast dimensional decisions, and a workflow that can absorb a handheld scanner without disrupting production.

Bringing Inspection Closer to the Work
For the Calgary Tier-1 supplier, the handheld 3D scanner Calgary teams now use daily has become as routine as a torque wrench. Tooling inspection happens during changeovers, not after them. Reverse engineering starts on the shop floor, not in a remote lab. The result is a tighter loop between physical assets and digital decisions—exactly what lean manufacturing demands.
For any plant still trucking parts to a CMM, the lesson is clear: metrology can move to the work, and the payback shows up in the first tooling change that doesn’t idle the line.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China