
Medição 3D de Campo Completo para Montagem de Alto Volume
Descubra como a medição 3D óptica de alta precisão elimina gargalos de CMM nas linhas de montagem de alto volume. Conheça os critérios de avaliação para piso de fábrica
Para gerentes de qualidade, a pressão é verificar GD&T em lotes completos de acordo com as normas ISO/ASME sem sacrificar o takt time.
Essa mudança de verificações isoladas para controle de qualidade de campo completo é onde a medição 3D óptica de alta precisão cria uma via de inspeção paralela e sem contato.
Ao capturar milhões de medições por segundo para gerar mapas de desvio coloridos, esses sistemas oferecem um caminho para manter padrões de qualidade metrológica no piso de produção.
A tarefa crítica para engenheiros é avaliar como a arquitetura técnica de um scanner — seu manejo da refletividade de superfícies, desempenho em espaços confinados e cadência de relatórios — se alinha às geometrias específicas de peças e aos ritmos do fluxo de trabalho.

Desenvolvimento de Estabilidade Óptica para Ambiente de Piso de Fábrica
Implementar precisão de nível de laboratório diretamente no piso de fábrica requer sistemas ópticos projetados para a variabilidade industrial.
INSVISION desenvolve suas plataformas de medição 3D com algoritmos proprietários de luz estruturada e processamento de nuvem de pontos assistido por IA para eliminar essa lacuna. O desafio principal é manter a estabilidade de nível metrológico em meio a vibrações, temperaturas flutuantes e luz ambiente.
Pontos-chave
- Implementar precisão de nível de laboratório diretamente no piso de fábrica requer sistemas ópticos projetados para a variabilidade industrial.
- Para manufatura flexível de alta variedade, ferramentas portáteis devem equilibrar velocidade e precisão.
- Transformar uma nuvem de pontos densa em um julgamento de qualidade definitivo deve ser um processo simplificado e rastreável.
- Selecionar um sistema de medição 3D não é um exercício de aquisição genérico.
A INSVISION resolve esse problema por meio de calibração rigorosa de sensores e estruturas de controle global aprimoradas, garantindo consistência de medição em peças de trabalho grandes como aeroespacial revestimentos de asa ou subchassis automotivos.
Essa abordagem de engenharia é validada por certificações internacionais (CE, FCC, CNAS) e permite varredura em alta velocidade — até 7,1 milhões de medições por segundo — para transformar a inspeção de um gargalo periódico em um ciclo de feedback contínuo diretamente na linha de montagem.
Onde se Aplica um Scanner Portátil: o AlphaScan em Ambientes de Alta Variedade de Produção
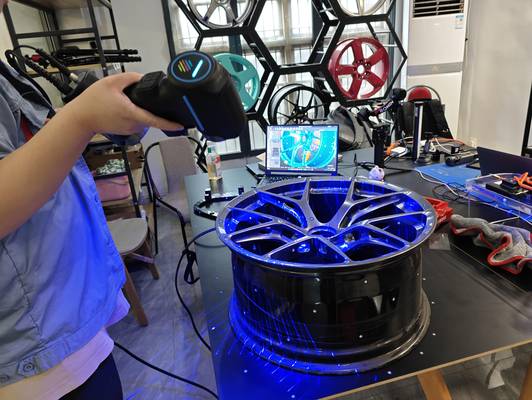
Para manufatura flexível de alta variedade, ferramentas portáteis devem equilibrar velocidade e precisão. A INSVISION AlphaScan scanner portátil foi projetado para isso, entregando 7,1 milhões de medições por segundo para facilitar a digitalização rápida de lotes de peças.
Seu rastreamento sem marcadores oferece mobilidade irrestrita, tornando-o adequado para inspecionar grandes soldas in situ ou peças fundidas complexas em baias de serviço confinadas.
Otimizado para aquisição de dados de área e volume sem contato, ele gera nuvens de pontos densas por meio de uma interface USB de alta velocidade e usa fluxos de trabalho baseados em IA para gerar mapas de desvio coloridos instantaneamente.
No entanto, engenheiros devem validar seu desempenho de acordo com duas condições limite importantes: a escala da peça alvo e a iluminação ambiente no piso de fábrica.
Uma implementação bem-sucedida para inspeção de primeira peça de um painel compósito, por exemplo, requer a verificação da densidade da nuvem de pontos na superfície desse material específico antes de adotar uma rotina de inspeção completa.
Fluxo de Trabalho Prático: Da Nuvem de Pontos à Decisão de Aprovação/Reprovação
Transformar uma nuvem de pontos densa em um julgamento de qualidade definitivo deve ser um processo simplificado e rastreável.
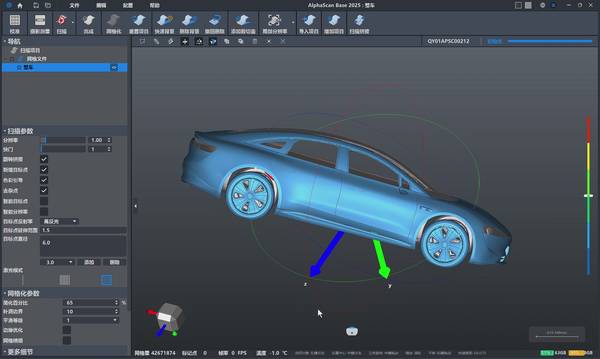
O fluxo de trabalho envolve o alinhamento dos dados de varredura com o modelo CAD de referência, a geração de um mapa de desvio visual e a execução de validação multidimensional de acordo com as tolerâncias de engenharia.
Ao verificar peças de manufatura aditiva ou o alinhamento de componentes aeroespaciais, o software da INSVISION visualiza desvios por meio de mapas intuitivos codificados por cor.
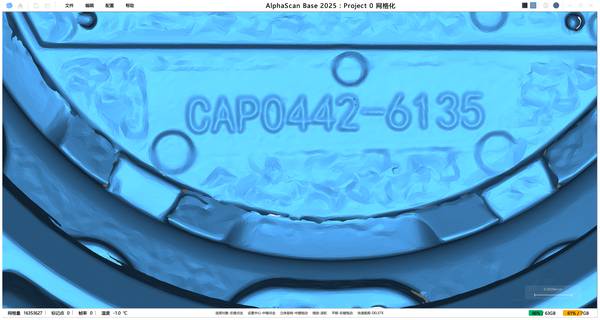
A integridade desse processo depende dos dados iniciais: gerentes de qualidade devem avaliar a densidade da nuvem de pontos em superfícies críticas, como a borda curva de uma carcaça de lente moldada por injeção.
Recomendamos a comparação dos resultados ópticos com medição tradicional durante a validação inicial do processo para estabelecer uma linha de base.
Uma vez confirmada a capacidade, as equipes podem passar para a verificação óptica completa, usando exportação de relatórios com um clique que se integram diretamente aos ciclos de documentação enxuta e às trilhas de auditoria AS9100 ou IATF sem interromper o ritmo de produção.
Avaliação da Adequação do Sistema à Sua Linha de Produção
Selecionar um sistema de medição 3D não é um exercício de aquisição genérico. Requer uma avaliação criteriosa de como a tecnologia se adapta ao seu contexto de produção específico. Foque em três aspectos concretos: o cenário de peças, o local de inspeção e a saída de dados necessária.
Por exemplo, uma pá de turbina altamente reflexiva representa um desafio diferente de um componente de polímero com acabamento fosco.
Da mesma forma, um scanner destinado a uma célula robótica apertada exige um formato diferente de um para gabarito de montagem aberto.
A INSVISION recomenda iniciar uma sessão de validação com peça de amostra como etapa crítica. Isso permite que sua equipe de engenharia veja a saída do scanner — o mapa de desvio colorido e o painel de inspeção — aplicada às suas peças reais e em seus modelos de relatórios existentes.
É a forma mais eficaz de verificar o alinhamento com seus ritmos de produção e mitigar o risco de integração.

Manutenção da Consistência Global por Meio de Calibração e Suporte
Alcançar padrões uniformes de medição 3D em vários locais globais vai além da implementação de hardware. Requer uma estrutura sustentada de protocolos de calibração localizados e treinamento abrangente para a equipe de metrologia.
A INSVISION garante essa consistência ao assegurar que dados capturados em um local de varredura em uma região se alinhem aos pontos de referência de engenharia globais.
O objetivo é fazer com que os próprios dados de inspeção — as sobreposições de nuvem de pontos e os relatórios de desvio — sejam o registro de qualidade principal e rastreável.
Antes de ampliar uma implementação, considere uma etapa de preparação prática: realize um teste usando uma peça de amostra representativa que incorpore seus desafios de produção típicos. Observe todo o processo, desde a configuração do scanner no local pretendido até a geração do relatório final.
Isso baseia a decisão na realidade operacional, garantindo que a rastreabilidade de medição seja preservada do piso de fábrica até o painel de qualidade final.
Hangzhou Insvision Technology Co., Ltd.
Endereço: Edificio 1, no 1399, Rua Liangmu, Distrito de Yuhang, Hangzhou, Provincia de Zhejiang, 311121, China