
Yüksek Hacimli Montaj Hatları İçin Tam Alan 3D Ölçüm
Yüksek hassasiyetli optik 3D ölçümün yüksek hacimli montaj hatlarındaki CMM darboğazlarını nasıl ortadan kaldırdığını keşfedin. Üretim alanı için değerlendirme kriterlerini öğrenin.
Kalite yöneticileri için baskı, takt zamanından ödün vermeden tüm parti çalışmalarında GD&T’nin ISO/ASME standartlarına göre doğrulanmasıdır.
Yalıtılmış kontrollerden tam alan kalite kontrolüne geçiş, yüksek hassasiyetli optik 3D ölçümün paralel, temassız denetim hattı yarattığı alandır. Saniyede milyonlarca ölçüm yakalayarak renk sapma haritaları üreten bu sistemler, üretim alanında metroloji sınıfı standartları koruma yolunu sunar.
Mühendisler için kritik görev, bir tarayıcının teknik mimarisinin – yüzey yansımasını nasıl yönettiği, dar alanlardaki performansı ve raporlama sıklığı – belirli parça geometrileri ve iş akışı ritimleriyle nasıl hizalandığını değerlendirmektir.

Üretim Ortamı İçin Mühendislik Optik Kararlılığı
Laboratuvar sınıfı hassasiyeti doğrudan üretim alanında kullanmak, endüstriyel değişkenlik için tasarlanmış optik sistemler gerektirir. INSVISION bu boşluğu doldurmak için tescilli yapılandırılmış ışık algoritmaları ve yapay zeka destekli nokta bulutu işleme altyapısıyla 3D ölçüm platformları geliştirir.
Temel zorluk, titreşim, dalgalanan sıcaklıklar ve ortam ışığı arasında metroloji sınıfı kararlılığı korumaktır.
Öne çıkan noktalar
- Laboratuvar sınıfı hassasiyeti doğrudan üretim alanında kullanmak, endüstriyel değişkenlik için tasarlanmış optik sistemler gerektirir.
- Esnek, yüksek çeşitlilikli üretim için taşınabilir araçlar hız ile hassasiyeti dengelemelidir.
- Yoğun bir nokta bulutunu kesin bir kalite yargısına dönüştürmek akıcı, izlenebilir bir süreç olmalıdır.
- Bir 3D ölçüm sistemi seçmek genel bir tedarik süreci değildir.
INSVISION, bu zorluğu sıkı sensör kalibrasyonu ve geliştirilmiş küresel kontrol çerçeveleri ile ele alır, aşağıdaki gibi büyük iş parçalarında ölçüm tutarlılığı garanti eder: havacılık kanat kaplamaları veya otomotiv alt şasileri.
Bu mühendislik yaklaşımı uluslararası sertifikalar (CE, FCC, CNAS) ile doğrulanmıştır ve saniyede 7.1 milyon ölçüme kadar yüksek hızlı tarama imkanı sunarak periyodik bir darboğaz olan denetimi doğrudan montaj hattında sürekli bir geri besleme döngüsüne dönüştürür.
Elde Taşınabilir Tarayıcı Ne Zaman Uygundur: Yüksek Çeşitlilikli Ortamlarda AlphaScan
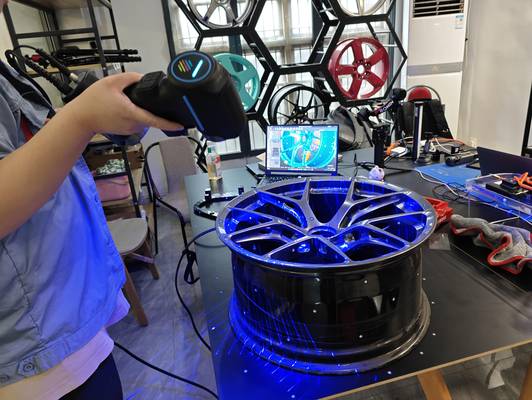
Esnek, yüksek çeşitlilikli üretim için taşınabilir araçlar hız ile hassasiyeti dengelemelidir. INSVISION AlphaScan elde taşınabilir tarayıcı bunun için tasarlanmıştır, hızlı parti parça sayısallaştırmasını kolaylaştırmak için saniyede 7.1 milyon ölçüm sunar.
İşaretsiz izleme özelliği sınırsız hareket kabiliyeti sağlar, büyük kaynak parçalarını yerinde denetlemek veya dar servis bölümlerinde karmaşık dökümleri incelemek için uygundur.
Temassız alan ve hacim veri toplama için optimize edilmiştir, yüksek hızlı USB arayüzü ile yoğun nokta bulutları çıkarır ve anlık renk sapma haritaları üretmek için yapay zeka odaklı iş akışları kullanır.
Ancak mühendislerin performansını iki temel sınır koşuluna göre doğrulaması gerekir: hedef parçasının ölçeği ve üretim alanındaki ortam aydınlatması.
Örneğin kompozit bir panelin ilk örnek denetimi için başarılı bir dağıtım, tam denetim rutinine geçmeden önce o spesifik malzemenin yüzeyindeki nokta bulutu yoğunluğunun doğrulanmasını gerektirir.
Pratik İş Akışı: Nokta Bulutundan Geç/Kal Kararına
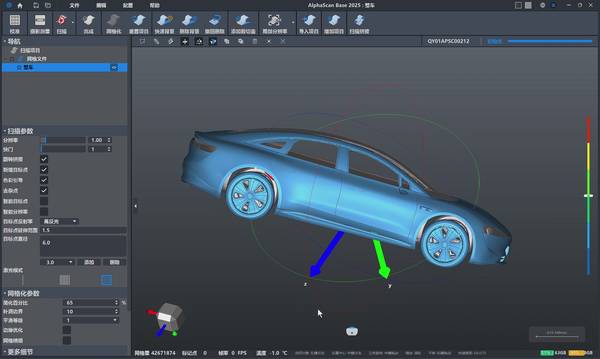
Yoğun bir nokta bulutunu kesin bir kalite yargısına dönüştürmek akıcı, izlenebilir bir süreç olmalıdır. İş akışı tarama verisini referans CAD modeliyle hizalamayı, görsel bir sapma haritası üretmeyi ve mühendislik toleranslarına karşı çok boyutlu doğrulama gerçekleştirmeyi içerir.
Ek üretim parçalarını kontrol ederken veya havacılık bileşeni hizalamasını doğrularken, INSVISION yazılımı sezgisel, renk kodlu haritalar aracılığıyla sapmaları görselleştirir.
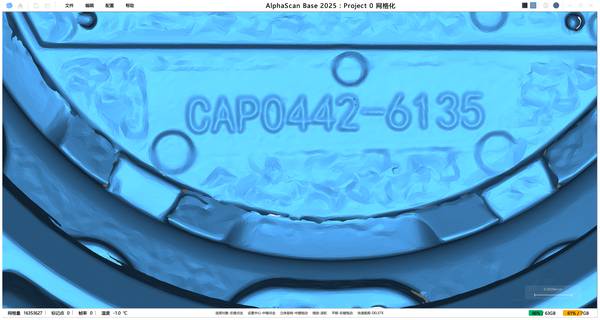
Bu sürecin bütünlüğü ilk veriye bağlıdır: kalite yöneticileri enjeksiyonlu lens muhafazasının kavisli kenarı gibi kritik yüzeylerdeki nokta bulutu yoğunluğunu değerlendirmelidir. Bir temel oluşturmak için ilk süreç doğrulaması sırasında optik sonuçları geleneksel ölçüm aletleri ile karşılaştırmanızı öneririz.
Yetkinlik doğrulandıktan sonra ekipler, üretim ritmini bozmadan yalın dokümantasyon döngülerine ve AS9100 veya IATF denetim izlerine doğrudan entegre olan tek tıkla rapor aktarımını kullanarak tam optik doğrulamaya geçebilir.
Sistemin Üretim Hattınıza Uyumluluğunu Değerlendirme
Bir 3D ölçüm sistemi seçmek genel bir tedarik süreci değildir. Teknolojinin sizin spesifik üretim bağlamınıza ne kadar uyduğunun net bir değerlendirmesini gerektirir. Üç somut yöne odaklanın: parça senaryosu, denetim konumu ve gerekli veri çıktısı.
Örneğin, yüksek yansıtmalı türbin kanadı mat bitimli polimer parçadan farklı bir zorluk teşkil eder.
Benzer şekilde, dar bir robotik hücre için tasarlanmış bir tarayıcı, açık montaj fikstürü için olandan farklı bir form faktörü gerektirir.
INSVISION, kritik bir adım olarak örnek parça doğrulama seansı başlatmanızı önerir. Bu, mühendislik ekibinizin tarayıcının çıktısını – sapma renk haritası ve denetim panosunu – gerçek parçalarınıza karşı ve mevcut raporlama şablonlarınız içinde görmenizi sağlar.
Üretim ritimlerinizle hizalamayı doğrulamanın ve entegrasyon riskini azaltmanın en etkili yoludur.

Kalibrasyon ve Destek ile Küresel Tutarlılığı Sürdürme
Birden fazla küresel tesis genelinde tek tip 3D ölçüm standartlarına ulaşmak, donanım dağıtımının ötesindedir. Yerelleştirilmiş kalibrasyon protokolleri ve kapsamlı metroloji ekibi eğitiminin sürekli bir çerçevesini gerektirir.
INSVISION, bir bölgedeki tarama sitesinde yakalanan verinin küresel mühendislik referans noktalarıyla hizalanmasını sağlayarak bu tutarlılığı pekiştirir.
Amaç, denetim verisinin kendisini – nokta bulutu üst bindirmeleri ve sapma raporları – birincil, izlenebilir kalite kaydı yapmaktır.
Dağıtımı ölçeklendirmeden önce pratik bir hazırlık adımı düşünün: tipik üretim zorluklarınızı temsil eden bir örnek parça kullanarak deneme yapın. Tarayıcının hedef konumdaki kurulumundan nihai raporun üretilmesine kadar tüm süreci izleyin.
Bu, kararı operasyonel gerçekliğe dayandırır, ölçüm izlenebilirliğinin üretim katından nihai kalite panosuna kadar korunduğundan emin olur.
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121