
Full-Field 3D Measurement for High-Volume Assembly
Discover how high-precision optical 3D measurement eliminates CMM bottlenecks in high-volume assembly lines. Learn evaluation criteria for shop-floor
For quality managers, the pressure is to verify GD&T across entire batch runs against ISO/ASME standards without sacrificing takt time.
This shift from isolated checks to full-field quality control is where high-precision optical 3D measurement creates a parallel, non-contact inspection lane. By capturing millions of measurements per second to generate color deviation maps, these systems offer a path to maintain metrology-grade standards on the production floor.
The critical task for engineers is to evaluate how a scanner’s technical architecture—its handling of surface reflectivity, performance in confined spaces, and reporting cadence—aligns with specific part geometries and workflow rhythms.

Engineering Optical Stability for the Shop Floor Environment
Deploying lab-grade precision directly on the shop floor requires optical systems engineered for industrial variability. INSVISION builds its 3D measurement platforms around proprietary structured-light algorithms and AI-assisted point-cloud processing to bridge this gap. The core challenge is maintaining metrology-grade stability amidst vibration, fluctuating temperatures, and ambient light.
Practical Workflow
- Engineering Optical Stability for the Shop Floor Environm… — Deploying lab-grade precision directly on the shop floor requires optical systems engineered for industrial variability.
- Where a Handheld Scanner Fits: The AlphaScan in High-Mix… — For flexible, high-mix manufacturing, portable tools must balance speed with precision.
- A Practical Workflow: From Point Cloud to Pass/Fail Decis… — Translating a dense point cloud into a definitive quality judgment must be a streamlined, traceable process.
- Judging System Fit for Your Production Line — Selecting a 3D measurement system is not a generic procurement exercise.
INSVISION addresses this through rigorous sensor calibration and enhanced global control frameworks, ensuring measurement consistency across large workpieces like aerospace wing skins or automotive subframes.
This engineering approach is validated by international certifications (CE, FCC, CNAS) and enables high-speed scanning—up to 7.1 million measurements per second—to transform inspection from a periodic bottleneck into a continuous feedback loop directly on the assembly line.
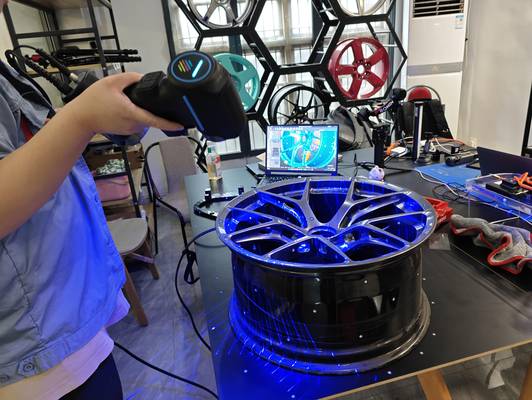
Where a Handheld Scanner Fits: The AlphaScan in High-Mix Environments
For flexible, high-mix manufacturing, portable tools must balance speed with precision. The INSVISION AlphaScan handheld scanner is architected for this, delivering 7.1 million measurements per second to facilitate rapid batch part digitization. Its markerless tracking provides unrestricted mobility, making it suitable for inspecting large weldments in situ or complex castings in confined service bays.
Optimized for non-contact area and volume data acquisition, it outputs dense point clouds via a high-speed USB interface and uses AI-driven workflows to generate immediate color deviation maps. However, engineers must validate its performance against two key boundary conditions: the scale of the target part and the ambient lighting on the shop floor.
A successful deployment for first-article inspection of a composite panel, for example, requires verifying point-cloud density on that specific material’s surface before committing to a full inspection routine.
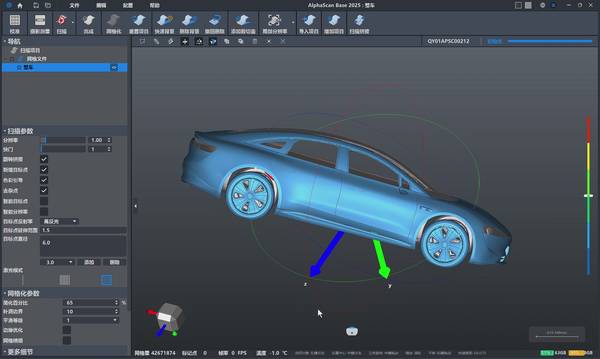
A Practical Workflow: From Point Cloud to Pass/Fail Decision
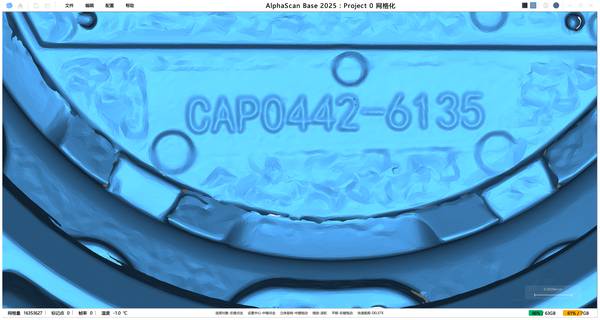
Translating a dense point cloud into a definitive quality judgment must be a streamlined, traceable process. The workflow involves aligning scan data with the reference CAD model, generating a visual deviation map, and executing multi-dimensional validation against engineering tolerances.
When checking additive manufacturing parts or verifying aerospace component alignment, INSVISION software visualizes deviations through intuitive, color-coded maps.
The integrity of this process hinges on the initial data: quality managers should assess point-cloud density on critical surfaces, such as the curved edge of an injection-molded lens housing. We advise cross-referencing optical results with traditional gauging during initial process validation to establish a baseline.
Once capability is confirmed, teams can transition to full optical verification, using one-click report exports that integrate directly into lean documentation cycles and AS9100 or IATF audit trails without disrupting production rhythm.
Judging System Fit for Your Production Line
Selecting a 3D measurement system is not a generic procurement exercise. It requires a clear-eyed assessment of how the technology fits your specific production context. Focus on three concrete aspects: the part scenario, the inspection location, and the required data output. For instance, a highly reflective turbine blade poses a different challenge than a matte-finished polymer component.
Similarly, a scanner intended for a cramped robotic cell demands a different form factor than one for an open assembly jig.
INSVISION recommends initiating a sample-part validation session as a critical step. This allows your engineering team to see the scanner’s output—the deviation color map and inspection dashboard—against your actual parts and within your existing reporting templates. It is the most effective way to verify alignment with your production rhythms and mitigate integration risk.

Sustaining Global Consistency Through Calibration and Support
Achieving uniform 3D measurement standards across multiple global sites extends beyond hardware deployment. It requires a sustained framework of localized calibration protocols and comprehensive metrology team training. INSVISION anchors this consistency by ensuring data captured on a scanning site in one region aligns with global engineering reference points.
The goal is to make the inspection data itself—the point-cloud overlays and deviation reports—the primary, traceable quality record.
Before scaling a deployment, consider a practical preparation step: conduct a trial using a representative sample part that embodies your typical production challenges. Observe the entire process, from scanner setup in the intended location to the generation of the final report.
This grounds the decision in operational reality, ensuring measurement traceability is preserved from the factory floor to the final quality dashboard.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China