
Guide d’inspection industrielle par numérisation 3D d’objets
Découvrez comment INSVISION permet la validation en cours de production des objets numérisés en 3D pour des pièces de fonderie complexes directement sur le site de production, réduisant les goulots d'étranglement liés aux inspections.
Pour les responsables qualité dans la production automobile, l’inspection finale des assemblages de fonderie complexes est une contrainte permanente. La routine est connue : un carter de transmission ou un bloc moteur à géométrie multiple est retiré de la ligne, transporté vers un laboratoire CMM à température contrôlée, et rejoint une file d’attente. Ce processus de traitement par lots perturbe le rythme de livraison, augmente les tampons de retraitement et crée des frictions à chaque relève de poste.
L’impératif opérationnel est d’acquérir des données de qualité métrologique directement au poste de travail, pour numériser en 3D la géométrie de l’objet sur place. Cependant, ces pièces – avec leur mélange de brides usinées réfléchissantes, de surfaces de fonderie noir profond et de galeries d’huile internes – résistent souvent à une capture fiable.
Cet article examine comment INSVISIONpermet la validation en cours de production, faisant passer l’inspection d’un goulot d’étranglement réactif à une étape intégrée qui soutient le rythme de production lean sans ajouter de personnel.
Le défi spécifique des assemblages à surfaces mixtes
Le goulot d’étranglement ne vient pas seulement du déplacement de la pièce, mais de sa capture. Les scanners portables traditionnels ont du mal avec la variance de surface extrême d’une pièce de fonderie finie. Les zones usinées très réfléchissantes dispersent la lumière, tandis que les surfaces de fonderie sombres et poreuses l’absorbent. Les trous d’alésage profonds et croisés créent des ombres et des occlusions que les palpeurs tactiles discrets ne peuvent pas cartographier efficacement.
La solution de contournement courante – l’application d’une pulvérisation mate – ajoute du temps, contamine la pièce et est souvent peu pratique pour la vérification en ligne.
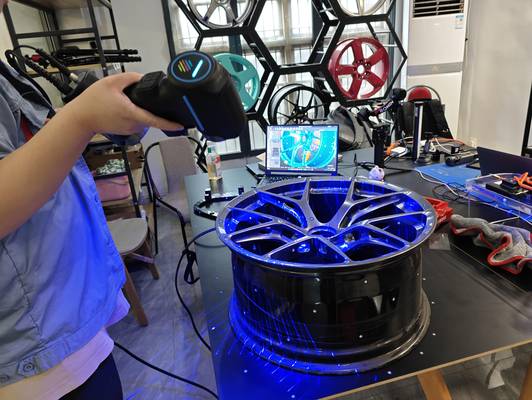
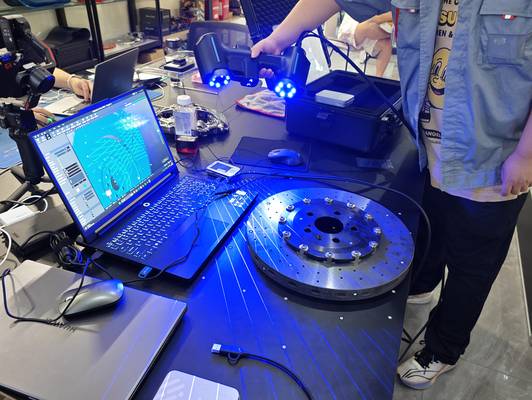
INSVISION résout ce problème en déployant une technologie laser bleue configurée pour gérer ces conditions spécifiques d’atelier. Le système utilise différents motifs de lignes laser : ligne croisée pour les grandes surfaces, ligne unique pour les caractéristiques profondes, ligne fine pour les arêtes vives, pour s’adapter à la géométrie.
Un algorithme intégré assisté par AI reconstruit un nuage de points complet sans traitement de surface, fournissant une carte d’écart de champ complet par rapport au modèle CAD directement au poste de travail.
Intégrer l’AlphaScan au rythme de production
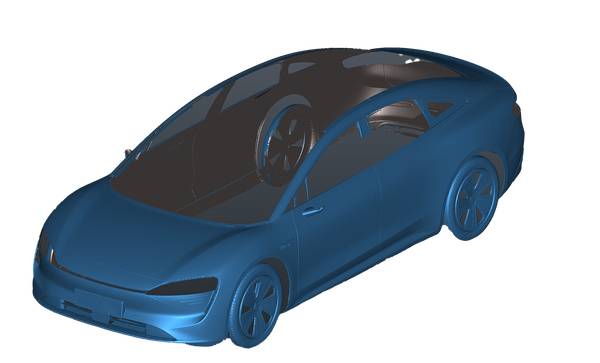
L’INSVISION AlphaScan scanner 3D portable est conçu pour cet environnement. Sa valeur ne se réalise pas dans un laboratoire, mais dans le contexte d’une ligne en mouvement. Les opérateurs peuvent numériser des pièces se déplaçant lentement sur une palette ou capturer de grands assemblages jusqu’à deux mètres de distance sans marqueurs de photogrammétrie externes. Sa conception légère réduit la fatigue lors d’une utilisation prolongée sur des pièces complexes comme les culasses ou les carters de différentiel.
Fait crucial, l’intégration du flux de travail est conçue pour l’efficacité.
Le système fournit une analyse de tolérance immédiate en un clic, générant des rapports GD&T automatisés conformes aux normes ASME Y14.5 et ISO 1101. Cela élimine la compilation manuelle de tableaux et simplifie le transfert entre le contrôle qualité et l’ingénierie de production, transformant les données d’inspection en entrée directe pour les instructions de travail numériques et les certificats de conformité.
Réduire l’empreinte opérationnelle de la métrologie de précision
Un coût caché important de la mesure de précision est le contrôle environnemental et la spécialisation des opérateurs. INSVISION remet en question l’hypothèse selon laquelle des résultats de qualité métrologique nécessitent un laboratoire isolé. L’AlphaScan maintient sa stabilité sur des plages de température d’atelier variables et sous éclairage ambiant, éliminant les dépenses en capital et les besoins en espace pour une salle dédiée à température contrôlée.
La formation reflète ce côté pratique : les techniciens qualité passent généralement de l’alignement de base à des routines automatisées basées sur CAD en un laps de temps réduit, grâce à la visualisation en direct du nuage de points qui ne nécessite pas de connaissances approfondies en métrologie. Cette standardisation sur plusieurs cellules de production réduit la variabilité des mesures entre les opérateurs et soutient les audits d’amélioration continue avec des enregistrements numériques cohérents.
Conseils de déploiement : numérisation portable contre CMM fixe
Choisir le bon outil nécessite d’adapter la capacité à la réalité de production. Les CMM fixes restent la référence pour la mesure répétable à haut débit de pièces uniformes dans un laboratoire contrôlé : une solution parfaitement adaptée à la certification finale de composants produits en grand volume. L’INSVISION AlphaScan, quant à lui, est le choix supérieur pour l’adaptabilité.
Il est spécifiquement adapté aux lignes à mixité élevée, aux assemblages grands ou encombrants, et aux zones d’inspection confinées où le déplacement de la pièce est peu pratique.
Son atout est la capture de surfaces traditionnellement difficiles – emboutis très brillants, composites en fibre de carbone ou pièces de fonderie noir profond – sur site.

Pour une évaluation réaliste, les responsables qualité doivent aller au-delà des fiches techniques. L’étape cruciale est un essai de validation utilisant votre pièce échantillon la plus difficile, comme une pièce de fonderie avec des parois minces et des trous croisés. Vérifiez la densité du nuage de points sur les caractéristiques GD&T critiques, confirmez que le format du rapport correspond à votre piste d’audit interne, et observez le flux de travail par rapport à votre temps de cycle de production.
Ce test pratique clarifiera où la numérisation d’atelier flexible accélère les étapes de validation qualité et où la répétabilité du CMM fixe reste essentielle.

Prochaines étapes de validation
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082