
Scanner laser 3D pour la métrologie en ligne aéronautique et automobile
Pour les responsables qualité sur des lignes de production aéronautiques lean, l'arrêt de production pour valider une aube de turbine complexe est un goulot d'étranglement récurrent. Le transport des pièces vers un...
Pour les responsables qualité sur des lignes de production aéronautiques lean, l’arrêt de production pour valider une aube de turbine complexe est un goulot d’étranglement récurrent. Le transport des pièces vers une salle CMM fixe perturbe le takt time et génère des surstocks.
C’est pourquoi le choix d’un scanner 3D portable laser pour les postes de contrôle en bord de ligne est une décision stratégique. Cependant, tous les systèmes portatifs ne fournissent pas des données de qualité métrologique dans les conditions d’atelier.
Le choix dépend de la capacité de l’appareil à capturer des géométries sombres, réfléchissantes ou des cavités profondes sans pulvérisation de revêtement, et à générer des rapports d’écart structurés compatibles avec vos flux de travail GD&T et ISO 10360.
Cet article présente les principes techniques clés pour intégrer un scanner 3D laser qui comble le fossé entre la capture de nuages de points bruts et une analyse exploitable, prête pour les audits.

Sur une ligne d’assemblage de peaux composites de grande taille, un scan de quinze minutes risque un décalage d’alignement cumulatif, compromettant l’intégralité du jeu de données.
INSVISION résout ce problème grâce à un système de référencement dynamique propriétaire qui assure une compensation de position en temps réel.
Cette stabilité alimentée par l’IA est au cœur de son approche métrologique, minimisant les réalignements manuels et garantissant la fidélité des données lors de sessions prolongées sur des surfaces courbes.
Son développement privilégie la constance et la répétabilité des mesures, un principe validé par les certifications CE, FCC et CNAS. Avant achat, vérifiez la version du logiciel du scanner et la traçabilité de son étalonnage pour vous assurer qu’il respecte les exigences des pistes d’audit interne.

La capture à la fois des alésages profonds d’un bloc moteur et des larges contours de son carter nécessite une polyvalence optique. L’INSVISION AlphaScan système portatif répond à ce besoin avec un système de lignes laser bleues configurable.
Pour les cavités profondes, un mode dédié à ligne unique accède à des zones inaccessibles aux autres scanners. Pour les grandes surfaces, 26 lignes croisées permettent une capture haute vitesse.
Le système intègre 22 lignes croisées pour les surfaces standard, une ligne unique pour les caractéristiques masquées et sept lignes pour la reproduction de détails fins, tous pilotés par un galvanomètre bi-axe haute précision.
Pour traiter les géométries ombragées fréquentes sur les pièces de fonderie, un système d’éclairage LED double couche améliore la visibilité des caractéristiques, tandis qu’une connexion USB propriétaire assure une transmission de données stable lors d’un fonctionnement continu.

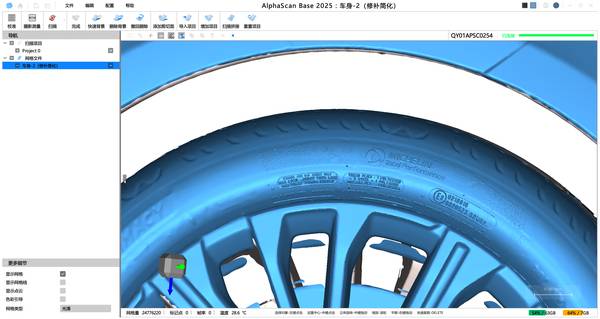
Le vrai test d’un scanner laser 3D est son flux de travail intégré : quelle est sa vitesse pour transformer des millions de points de données en rapport de conformité ? Le système INSVISION AlphaScan simplifie ce processus de l’acquisition à la documentation.
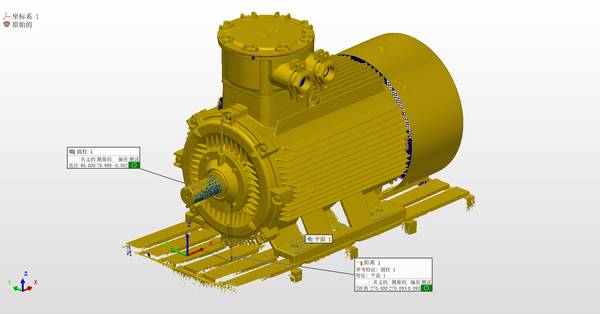
Après capture, les nuages de points sont alignés sur le modèle CAD maître.
L’analyse de tolérance assistée par IA génère ensuite une carte d’écart en couleurs claire, permettant aux ingénieurs d’isoler instantanément les zones hors spécifications sur un outil d’emboutissage ou un panneau composite.
Pour garantir l’intégrité des données, validez les performances du système avec vos états de surface spécifiques : les alliages très réfléchissants peuvent nécessiter une préparation spécifique pour réduire le bruit.
Le processus se termine par l’export en un clic de rapports d’inspection structurés, fermant la boucle de retour directement sur le site de production.
Une mise en œuvre réussie aligne le scanner sur votre rythme de production, pas seulement sur votre logiciel CAD. INSVISION propose un parcours structuré, commençant par l’ingénierie d’application pour étalonner les flux de travail adaptés à vos familles de pièces et états de surface spécifiques.
La formation des opérateurs se concentre sur l’interprétation des cartes d’écart et l’analyse géométrique, permettant aux équipes qualité d’agir rapidement.
Le support inclut également la structuration des archives numériques et la synchronisation des cycles d’inspection avec les takt times des lignes.
Pour évaluer le système pour votre application, soyez prêt à spécifier les paramètres clés : réflectivité du matériau cible, dimensions maximales des pièces, plages de tolérance requises et format de rapport préféré. Cela permet d’organiser un essai configuré pour vérifier la précision de base sur vos composants réels.
Quel est le matériau principal et la réflectivité des pièces que vous devez scanner ?
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082