
Guida all’ispezione industriale tramite scansione 3D di oggetti
Scopri come INSVISION consente la validazione in processo di oggetti tramite scansione 3D per fusioni complesse direttamente sul luogo di produzione, riducendo i colli di bottiglia dell'ispezione.
L’imperativo operativo è acquisire dati di livello metrologico direttamente presso la postazione di lavoro, per scannerizzare in 3D la geometria dell’oggetto dov’è collocato.
Tuttavia questi componenti, con la loro combinazione di flange lavorate riflettenti, superfici di fusione nero intenso e condotti dell’olio interni, spesso impediscono un’acquisizione affidabile.
Questo articolo analizza come INSVISIONl’approccio consente la validazione in processo, trasformando l’ispezione da un collo di bottiglia reattivo a una fase integrata che supporta il ritmo di produzione lean senza aumentare l’organico.
La sfida specifica dei gruppi con superfici miste
Il collo di bottiglia non consiste solo nel movimentare il componente, ma nella sua acquisizione. Gli scanner portatili tradizionali hanno difficoltà con l’estrema varianza di superfici di una fusione finita.
Le aree lavorate altamente riflettenti disperdono la luce, mentre le superfici di fusione porose e scure l’assorbono. I fori profondi e intersecanti creano ombre e occlusioni che le sonde di contatto discrete non possono mappare efficientemente.
La soluzione alternativa comune, l’applicazione di una spray opaca, aggiunge tempo, contamina il componente ed è spesso poco pratica per la verifica in linea.
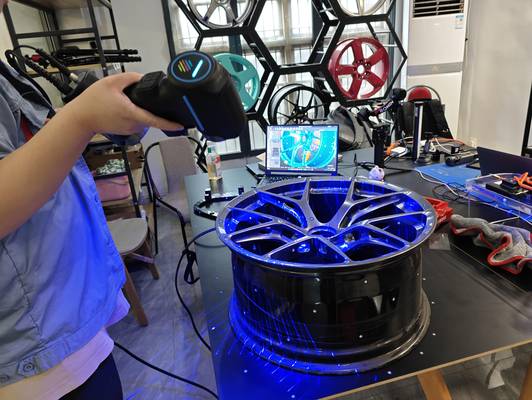
INSVISION risolve questo problema implementando una tecnologia a laser blu configurata per gestire queste specifiche condizioni del reparto di produzione.
Il sistema utilizza diversi modelli di linee laser: linea incrociata per superfici ampie, linea singola per caratteristiche profonde, linea fine per bordi netti, per adattarsi alla geometria.
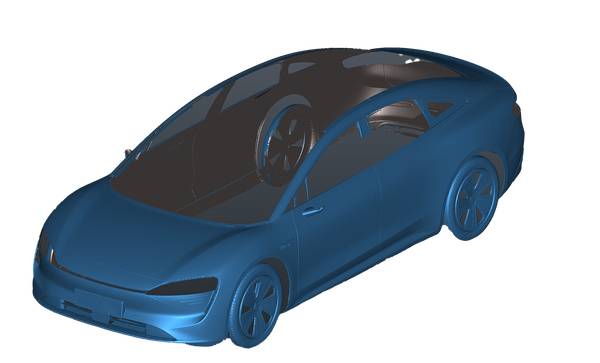
Un algoritmo integrato assistito da AI ricostruisce una nuvola di punti completa senza trattamento superficiale, fornendo una mappa di deviazione a campo completo rispetto al modello CAD direttamente presso la postazione di lavoro.
Integrazione di AlphaScan nel takt di produzione
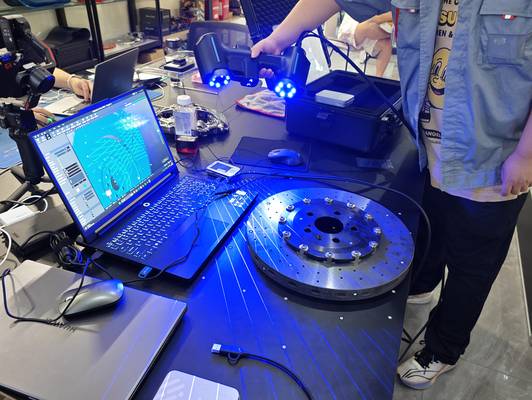
INSVISION AlphaScan scanner 3D portatile è progettato per questo ambiente. Il suo valore si realizza non in un laboratorio, ma nel contesto di una linea in movimento.
Gli operatori possono scannerizzare componenti a movimento lento su un pallet o acquisire gruppi di grandi dimensioni fino a due metri di distanza senza marcatori di fotogrammetria esterni.
Il design leggero riduce l’affaticamento durante l’uso prolungato su componenti complessi come testate di cilindro o carter di differenziale.
Fondamentalmente, l’integrazione del flusso di lavoro è progettata per l’efficienza.
Il sistema produce un’analisi delle tolleranze immediata con un clic, generando report GD&T automatici conformi alle norme ASME Y14.5 e ISO 1101.
Questo elimina la compilazione manuale di fogli di calcolo e semplifica il passaggio dal controllo qualità alla progettazione di produzione, trasformando i dati di ispezione in un input diretto per le istruzioni di lavoro digitali e i certificati di conformità.
Riduzione dell’ingombro operativo della metrologia di precisione
Un costo nascosto significativo nella misurazione di precisione è il controllo ambientale e la specializzazione degli operatori. INSVISION mette in discussione l’assunto che i risultati di livello metrologico richiedano un laboratorio isolato.
AlphaScan mantiene la stabilità con temperature variabili del reparto di produzione e illuminazione ambientale, eliminando la spesa in conto capitale e il requisito di spazio per una stanza dedicata a temperatura controllata.
La formazione riflette questa praticità: i tecnici qualità di solito passano dall’allineamento base alle routine automatizzate basate su CAD in un periodo di tempo molto breve, utilizzando la visualizzazione in tempo reale della nuvola di punti che non richiede una profonda conoscenza della metrologia.
Questa standardizzazione tra più celle di produzione riduce la variabilità delle misurazioni tra operatori e supporta le verifiche di miglioramento continuo con record digitali coerenti.
Guida all’implementazione: scansione portatile contro CMM fisso
La selezione dello strumento giusto richiede di abbinare la capacità alla realtà produttiva.
I CMM fissi rimangono il punto di riferimento per la misurazione ripetibile ad alta produttività di componenti uniformi in un laboratorio controllato, una soluzione perfetta per la certificazione finale di componenti ad alto volume. L’INSVISION AlphaScan, invece, è la scelta migliore per l’adattabilità.
È specificamente indicato per linee a mix elevato, gruppi grandi o scomodi e zone di ispezione confinate dove la movimentazione del componente è poco pratica.
Il suo punto forte è l’acquisizione di superfici tradizionalmente difficili: stampaggi lucidi, compositi in fibra di carbonio o fusioni nero intenso, direttamente sul posto.

Per una valutazione concreta, i responsabili qualità dovrebbero andare oltre le schede tecniche. Il passo fondamentale è una prova di validazione utilizzando il vostro componente campione più complesso, come una fusione con pareti sottili e fori intersecanti.
Verificate la densità della nuvola di punti sulle caratteristiche GD&T critiche, controllate che il formato del report sia allineato con la traccia di audit interna e osservate il flusso di lavoro rispetto al vostro takt time di produzione.
Questa prova pratica chiarirà dove la scansione flessibile da reparto accelera le tappe di approvazione della qualità e dove la ripetibilità del CMM fisso rimane essenziale.

Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina