
Leitfaden zur industriellen Prüfung per 3D-Objektscan
Erfahren Sie, wie INSVISION die prozessbegleitende 3D-Objektscan-Validierung komplexer Gussteile direkt in der Fertigungshalle ermöglicht und so Engpässe bei der Qualitätsprüfung reduziert.
Die betriebliche Anforderung besteht darin, messtechnisch einwandfreie Daten direkt am Arbeitsplatz zu erfassen und die Objektgeometrie per 3D-Scan vor Ort aufzunehmen.
Doch diese Bauteile mit ihrer Mischung aus reflektierenden bearbeiteten Flanschen, tiefschwarzen Gussoberflächen und inneren Ölkanälen lassen sich oft nicht zuverlässig erfassen.
Dieser Artikel erläutert, wie INSVISION Herangehensweise eine prozessbegleitende Validierung ermöglicht, sodass die Prüfung von einem reaktiven Engpass zu einem integrierten Arbeitsschritt wird, der den Takt der Lean-Fertigung ohne zusätzliches Personal unterstützt.
Spezifische Herausforderungen bei Baugruppen mit gemischten Oberflächen
Der Engpass liegt nicht nur im Transport des Bauteils, sondern in seiner Erfassung. Herkömmliche Handscanner haben Probleme mit der extremen Oberflächenvielfalt eines fertigen Gussteils: Stark reflektierende bearbeitete Bereiche streuen Licht, poröse dunkle Gussoberflächen absorbieren es.
Tiefe, sich kreuzende Bohrungen erzeugen Schatten und Verdeckungen, die diskrete Tastköpfe nicht effizient erfassen können.
Praktischer Ablauf
- Spezifische Herausforderungen bei Baugruppen mit gemischt… — Der Engpass liegt nicht nur im Transport des Bauteils, sondern in seiner Erfassung.
- Integration des AlphaScan in den Produktionstakt — Der INSVISION AlphaScan Handheld-3D-Scanner wurde genau für diese Einsatzumgebung entwickelt.
- Reduzierung des betrieblichen Platzbedarfs der Präzisions… — Ein signifikanter versteckter Kostenfaktor bei Präzisionsmessungen sind Umweltkontrolle und die Spezialisierung von Bedienern.
- Einsatzleitfaden: Handscanning vs. stationäres CMM — Die Auswahl des richtigen Werkzeugs erfordert die Abstimmung der Leistungsmerkmale auf die Fertigungsrealität.
Die gängige Abhilfe – das Aufbringen von Mattspray – kostet Zeit, verschmutzt das Bauteil und ist für die Inline-Prüfung oft unpraktisch.
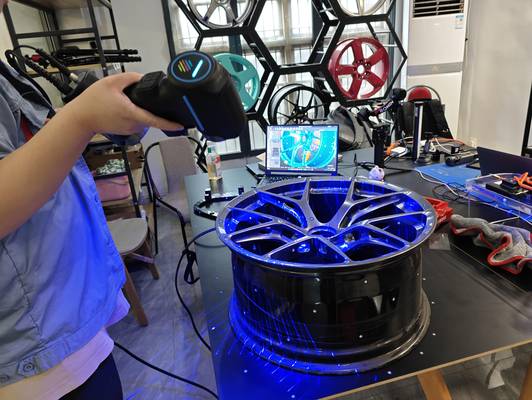
INSVISION löst dieses Problem durch den Einsatz von Blaulasertechnologie, die speziell für die rauen Bedingungen in der Fertigung ausgelegt ist.
Das System nutzt verschiedene Laserlinienmuster: Kreuzlinien für große Oberflächen, Einzellinien für tiefe Merkmale, Feinlinien für scharfe Kanten – so passt es sich an die jeweilige Geometrie an.
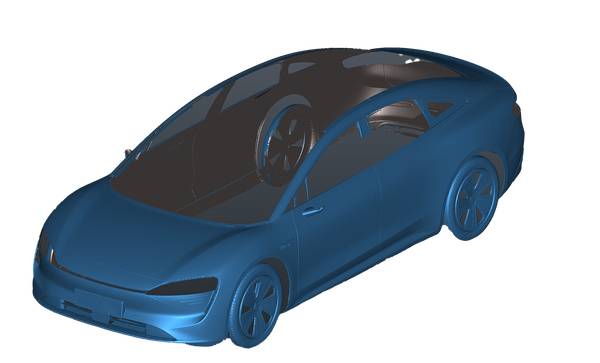
Ein integrierter AI-gestützter Algorithmus rekonstruiert eine vollständige Punktwolke ohne Oberflächenvorbehandlung und erstellt direkt am Arbeitsplatz eine vollflächige Abweichungskarte zum Vergleich mit dem CAD-Modell.
Integration des AlphaScan in den Produktionstakt
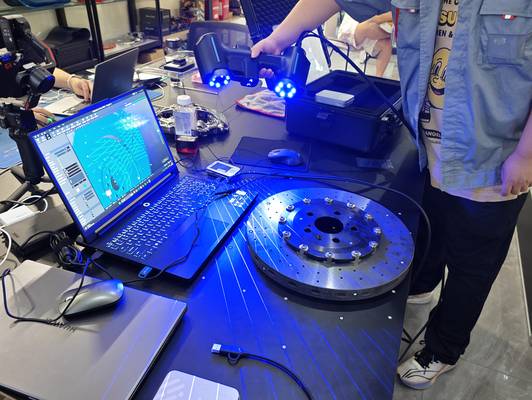
Der INSVISION AlphaScan Handheld-3D-Scanner wurde genau für diese Einsatzumgebung entwickelt. Sein Nutzen zeigt sich nicht im Labor, sondern im Kontext einer laufenden Fertigungslinie.
Bediener können langsam bewegte Bauteile auf einer Palette scannen oder große Baugruppen aus bis zu zwei Metern Entfernung erfassen – ohne externe Photogrammetriemarkierungen. Das leichte Design reduziert Ermüdung bei längerer Verwendung an komplexen Bauteilen wie Zylinderköpfen oder Differentialgehäusen.
Besonders wichtig: Die Workflow-Integration ist auf Effizienz ausgelegt.
Das System liefert eine sofortige Ein-Klick-Toleranzanalyse und erstellt automatisierte GD&T-Berichte, die den Normen ASME Y14.5 und ISO 1101 entsprechen.
Das beseitigt die manuelle Erfassung in Tabellenkalkulationen und optimiert die Übergabe von der Qualitätskontrolle an die Produktionstechnik: Prüfdaten werden zu einem direkten Input für digitale Arbeitsanweisungen und Konformitätsbescheinigungen.
Reduzierung des betrieblichen Platzbedarfs der Präzisionsmesstechnik
Ein signifikanter versteckter Kostenfaktor bei Präzisionsmessungen sind Umweltkontrolle und die Spezialisierung von Bedienern. INSVISION widerlegt die Annahme, dass messtechnisch hochwertige Ergebnisse ein isoliertes Labor erfordern.
Der AlphaScan bleibt auch bei schwankenden Fertigungshallentemperaturen und Umgebungslicht stabil, sodass die Investitions- und Platzkosten für einen eigenen klimatisierten Messraum entfallen.
Die Schulung ist entsprechend praxisorientiert: Qualitätsmitarbeiter schaffen es in der Regel in kurzer Zeit von der Grundausrichtung bis zu automatisierten CAD-basierten Abläufen, dank einer Echtzeit-Punktwolkenvisualisierung, die keine tiefergehenden Kenntnisse der Messtechnik erfordert.
Diese Standardisierung über mehrere Fertigungszellen hinweg reduziert Messabweichungen zwischen verschiedenen Bedienern und unterstützt Audits zur kontinuierlichen Verbesserung durch konsistente digitale Aufzeichnungen.
Einsatzleitfaden: Handscanning vs. stationäres CMM
Die Auswahl des richtigen Werkzeugs erfordert die Abstimmung der Leistungsmerkmale auf die Fertigungsrealität.
Stationäre CMM sind nach wie vor der Goldstandard für wiederholbare Messungen von einheitlichen Bauteilen mit hohem Durchsatz in einem kontrollierten Labor – perfekt für die Endzertifizierung von Serienbauteilen. Der INSVISION AlphaScan ist hingegen die bessere Wahl, wenn es um Anpassungsfähigkeit geht.
Er eignet sich insbesondere für Linien mit hoher Variantenvielzahl, große oder sperrige Baugruppen sowie beengte Prüfbereiche, in denen ein Transport des Bauteils unpraktisch ist.
Seine Stärke liegt in der Erfassung von traditionell schwer messbaren Oberflächen – hochglänzende Stanzteile, Kohlefaser-Verbundwerkstoffe oder tiefschwarze Gussteile – direkt vor Ort.

Für eine fundierte Bewertung sollten Qualitätsmanager nicht nur die Datenblätter heranziehen. Der entscheidende Schritt ist ein Validierungslauf mit Ihrem anspruchsvollsten Musterbauteil, zum Beispiel einem Gussteil mit dünnen Wänden und sich kreuzenden Bohrungen.
Prüfen Sie die Punktwolkendichte an kritischen GD&T-Merkmalen, verifizieren Sie, dass das Berichtsformat zu Ihrem internen Prüfprotokoll passt, und vergleichen Sie den Workflow mit Ihrem Produktionstakt.
Dieser Praxistest zeigt, wo flexibles Scannen direkt in der Fertigung die Meilensteine der Qualitätsprüfung beschleunigt und wo die Wiederholgenauigkeit des stationären CMM nach wie vor unverzichtbar ist.

Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China