
Cómo las colas de inspección ralentizan los flujos de trabajo de brazos de escaneo
En este artículo: Colas de inspección: el impuesto silencioso de las operaciones lean, Implementación de la movilidad: el INSVISION AlphaScan en el flujo de trabajo diario, Cuantificación del cambio: Labo...
Cada minuto que un componente crítico permanece inactivo a la espera de medición supone una fuga directa de tu presupuesto de mano de obra y un golpe al ritmo de producción. Para ingenieros y equipos de compras que gestionan líneas lean automotrices o aeroespaciales, este cuello de botella no es solo un retraso: es un costo sistémico oculto en el Coste Total de Propiedad.
La metrología de coordenadas fija tradicional y el palpado manual generan colas, atando a operadores cualificados a dispositivos de sujeción y generando retrasos en informes que ponen en riesgo el cumplimiento de normativas ISO/ASME. El cambio a un flujo de trabajo de brazo de escaneo verdaderamente móvil soluciona este problema al trasladar la medición a la pieza, no la pieza a la medición.
Este artículo examina cómo el escaneo 3D portátil adaptable de INSVISION protege el takt time, reasigna la mano de obra cualificada y convierte el control de calidad de un filtro de aprobación en un acelerador de procesos.

Colas de inspección: el impuesto silencioso de las operaciones lean
En una planta de producción moderna, la cola en una estación fija de CMM es más que un inconveniente. Representa capital estancado: un gran panel de revestimiento aeroespacial o un bastidor de vehículo que ocupa espacio valioso mientras espera la verificación GD&T. Este retraso pospone las acciones correctivas y obliga a realizar horas extra para cumplir los plazos de auditoría.
La causa raíz suele residir en herramientas obsoletas que tienen dificultades con condiciones límite complejas: recubrimientos de alta reflectividad en piezas compuestas o características internas profundas como agujeros para pernos en piezas fundidas. Cada uno de estos escenarios requiere dispositivos de sujeción especiales, cambios de palpador o tratamiento de superficie, lo que detiene completamente el rendimiento.
El cálculo de compras debe ir más allá del precio del hardware para evaluar los costes de mano de obra y retraso inherentes a estos flujos de trabajo estáticos.
Implementación de la movilidad: el INSVISION AlphaScan en el flujo de trabajo diario
Integrar un dispositivo de grado metrológico sin interrumpir la producción requiere centrarse en la adopción por parte de los operadores y la continuidad de los datos. El INSVISION AlphaScan está diseñado para esta transición. Su peso de 1070 gramos reduce la fatiga durante el uso de turno completo en la línea o en la bahía de inspección.
La configuración láser modular del sistema es específica para cada tarea: 22 líneas azules cruzadas para captura rápida de áreas grandes en un chasis, siete líneas para detalles finos en una pala de turbina y una línea individual dedicada para escaneo de orificios profundos de hasta el doble de la profundidad del diámetro interno, sin necesidad de spray.
[Operador moviendo el AlphaScan a lo largo de una carcasa curvada, con generación de malla en tiempo real visible en la pantalla de la tableta]

De forma crucial, la fotogrametría integrada mantiene la precisión global en conjuntos de varios metros de longitud sin necesidad de rastreadores externos, simplificando la ingeniería inversa a gran escala o el trabajo de MRO en campo. La alineación de nubes de puntos impulsada por IA automatiza luego la unión de datos, una tarea que antes consumía una cantidad significativa de tiempo de ingeniería.
El flujo de trabajo concluye con una entrega de datos limpia: las nubes de puntos densas se alimentan directamente al software de inspección estándar para el análisis GD&T automatizado, generando un informe de desviación con mapa de color listo para auditoría.
Cuantificación del cambio: reasignación de mano de obra y ciclos acelerados
El retorno de un brazo de escaneo móvil se mide en tiempo recuperado y roles de mayor valor. Los indicadores de rendimiento validados demuestran ganancias de eficiencia significativas: la captura de un bastidor de vehículo completo, por ejemplo, se puede realizar en aproximadamente 10 minutos. Esta velocidad minimiza las paradas de línea para la inspección de primera pieza y acelera el ciclo de datos a decisión de horas a minutos.
El ahorro de TCO más profundo se produce en la reasignación de mano de obra. Al eliminar los dispositivos de sujeción complejos y reducir la tensión física, el sistema INSVISION libera a los ingenieros de metrología de la recolección repetitiva de datos. Su experiencia se redirige al análisis de resultados y a la implementación de acciones correctivas, tareas que aportan un valor mucho mayor.
Además, la fotogrametría integrada elimina los gastos de capital y configuración de sistemas de rastreo externos para proyectos de gran volumen. Esta combinación de ciclos más rápidos y trabajo de mayor valor maximiza tu inversión en capital humano.

| Ventajas clave | Escenarios de aplicación ideales |
|---|---|
| Cobertura rápida de áreas grandes con 22 líneas láser azules cruzadas | Chasis automotrices, paneles de recipientes de energía, componentes estructurales aeroespaciales |
| Modos dedicados para orificios profundos y detalles finos (7 líneas + 1 línea individual) | Cavidades de molde, piezas fundidas con orificios roscados, carcasas mecanizadas de precisión |
| Fotogrametría integrada para precisión global sin rastreadores externos | Escaneo dinámico en planta de producción, ingeniería inversa a gran escala, inspecciones de MRO en campo |
| Alineación de nubes de puntos impulsada por IA e informes de inspección con un solo clic | Producción de alta mezcla/bajo volumen, auditorías de cumplimiento ISO/ASME, líneas lean de control de calidad |
Marco práctico para la selección y validación de escáneres
Para los jefes de compras que evalúan si un brazo de escaneo puede reemplazar o complementar los CMM fijos, la decisión depende de la validación práctica con tus piezas y normativas específicas. Empieza por la geometría: confirma que el sistema puede manejar tus acabados superficiales habituales (metales pulidos o compuestos oscuros) sin spray que interrumpa el proceso, y verifica su capacidad en tus características internas más profundas.
Establece las condiciones límite comprobando la estabilidad de calibración en el entorno de tu planta y confirmando que la precisión de volumen cumple con tus rangos de tolerancia, como ±0.025 mm para la inspección de utillajes. La validación piloto es imprescindible. Escanea piezas representativas (una carcasa mecanizada con ubicaciones de orificios críticos, por ejemplo) y compara la densidad de la nube de puntos y los resultados GD&T con los datos de tu CMM de confianza.
Esta prueba también revela el tiempo real de incorporación de los operadores.
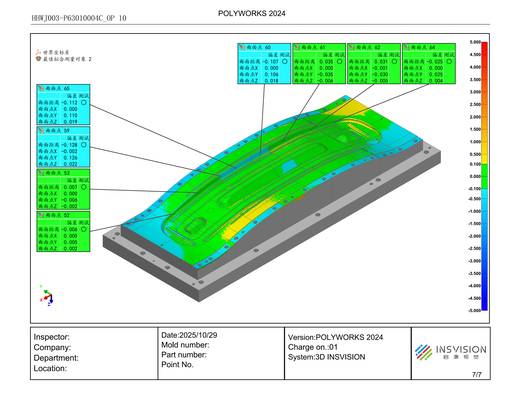
[Vista comparativa de una pieza física y su informe de análisis de desviación con mapa de color en pantalla]
Por último, evalúa el flujo de trabajo del software. ¿Se integra con tu software de inspección existente? ¿La generación de informes cumple con tus requisitos de auditoría internos y externos? El objetivo es una integración perfecta con tu ritmo de producción.
Para pasar de la evaluación a la integración, tu validación debe especificar el material de la pieza, el rango de tamaños, los umbrales de tolerancia críticos y el takt time actual de la línea. ¿Qué formato de informe requiere tu equipo de calidad? Definir estos parámetros garantiza que la solución elegida, como el brazo de escaneo INSVISION AlphaScan, se adapte a las demandas reales de tu flujo de trabajo.
Hangzhou Insvision Technology Co., Ltd.
Direccion: Edificio 1, n.o 1399, carretera Liangmu, distrito de Yuhang, Hangzhou, provincia de Zhejiang, 311121, China