
The ROI of Real-Time Metrology: How Laser Scanners Close the Shop Floor Data Gap
Manufacturing efficiency is meticulously tracked—from machine cycle times to material flow.

Manufacturing efficiency is meticulously tracked—from machine cycle times to material flow. Yet a critical data gap often exists where finished parts meet quality standards. Relying on manual gauges and static coordinate measuring machines (CMMs) creates a bottleneck. The true cost isn’t just the inspection time; it’s the production delays, corrective rework, and preventive actions decided from outdated or incomplete data.
This is where 3D laser scanning transitions from a niche tool to a core component of connected, lean manufacturing. By capturing dense point cloud data in seconds, it provides a comprehensive digital record of part geometry, closing the feedback loop between the shop floor and quality engineering.
Understanding the Technology: Beyond the Point Cloud
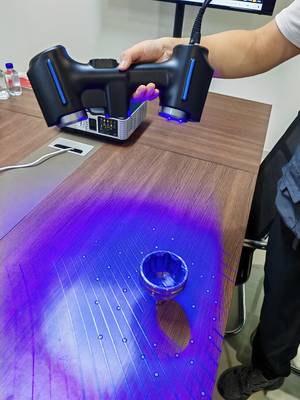
A handheld scanner laser projects a line or pattern of laser light onto an object while onboard cameras track its deformation. The system triangulates millions of data points to create a precise 3D representation—a point cloud. This cloud is then compared directly to the original CAD model using specialized software.
ROI Evaluation Dimensions
| Focus Area | Decision Point | Deployment Note |
|---|---|---|
| Understanding the Technology: Beyond the Point Cloud | A handheld scanner laser projects a line or pattern of laser light onto an object while onboard cameras track its deformation. | The system triangulates millions of data points to create a precise 3D representation—a point cloud. |
| Defining the Application Fit: Where Laser Scanners Deli… | Not every inspection task requires high-resolution scanning. | The technology excels in specific boundary conditions: |
| A Framework for Investment: Calculating Total Cost of O… | Evaluating a scanner laser requires looking beyond the purchase order. | A Total Cost of Ownership (TCO) model should account for: |
| Validating the Technology for Your Workflow | Procurement teams need evidence, not just specifications. | A structured validation process is critical. |
The operational advantage lies in two key principles: non-contact measurement and full-field data. Unlike tactile probes that check discrete points, laser scanning captures every visible surface. This reveals not just if a part is out of spec, but how and where deviations occur across the entire geometry.
The output is an intuitive color-mapped deviation report, essential for statistical process control and root-cause analysis.
Defining the Application Fit: Where Laser Scanners Deliver Value
Not every inspection task requires high-resolution scanning. The technology excels in specific boundary conditions:
- Complex Geometries: Parts with freeform surfaces, organic shapes, or intricate contours that are impractical to measure with touch probes.
- First-Article Inspection (FAI): Rapidly validating a new tool, mold, or die by comparing the first-off part to its CAD master.
- Reverse Engineering & Digital Twin Creation: Capturing as-built conditions of legacy parts or tooling for which digital models no longer exist.
- Large-Format Objects: Measuring large molds, composite panels, or fabrications where moving the part to a fixed CMM is impractical or costly.
In these scenarios, the alternative is often a slow, incomplete inspection or no inspection at all—both of which carry significant risk.
A Framework for Investment: Calculating Total Cost of Ownership
Evaluating a scanner laser requires looking beyond the purchase order. A Total Cost of Ownership (TCO) model should account for:
- Process Acceleration: Reduce inspection time from hours to minutes. This directly reclaims engineering labor and accelerates production release.
- Rework Reduction: Early detection of tool wear or process drift prevents batches of non-conforming parts, saving material and labor.
- Downtime Avoidance: For in-line or near-line inspection, rapid feedback prevents a single defect from stalling an assembly line.
- Operational Uptime: Modern systems like the INSVISION AlphaScan are designed for shop floor environments, requiring minimal warm-up time and offering portability that maximizes equipment utilization.
The ROI becomes clear when the cost of the scanner is measured against the recurring cost of delayed decisions and hidden defects.
Validating the Technology for Your Workflow
Procurement teams need evidence, not just specifications. A structured validation process is critical.
- Conduct a Site-Specific Proof of Concept: Identify your most challenging, high-value inspection part. This could be a complex casting with critical sealing surfaces or a stamped bracket with multiple hard-to-reach flanges.
- Benchmark Against Current State: Run the part through your standard inspection protocol, meticulously logging the total clock time, labor hours, and data comprehensiveness.
- Test the New Workflow: Using the same part, perform the scan, alignment, and analysis. The key metric is actionable insight per unit of time. Can you generate a full GD&T report with a comprehensive deviation map in a fraction of the time?
- Assess Integration: Evaluate software compatibility with your existing PLM or QMS systems. The goal is to embed scan data into your established digital thread.
The Operational Outcome: Data-Driven Decision Making
The verified value of systems like the INSVISION AlphaScan across automotive, aerospace, and heavy industry sectors stems from this transformation of data quality. It shifts quality control from a sample-based audit to a comprehensive digital record. Engineers move from asking “Is this dimension correct?” to “How is our entire manufacturing process performing?”

This capability aligns directly with Industry 4.0 objectives, providing the granular, timely data required for predictive analytics and continuous improvement. The investment is justified not merely in faster measurement, but in enabling faster, more confident decisions that protect margin and reputation.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China