
Refining the 3D Scanner Workflow for Automotive Powertrain Validation
For decades, dimensional inspection in powertrain manufacturing followed a predictable script: coordinate measuring machines (CMMs) handled a handful of cr
For decades, dimensional inspection in powertrain manufacturing followed a predictable script: coordinate measuring machines (CMMs) handled a handful of critical features, hand gauges covered the rest, and paper travelers tracked each casting through the cell. That model works until a plant needs full-surface data on a cylinder head within a single shift.
As Industry 4.0 data pipelines push deeper into production, the requirement is no longer a sparse set of sampled points. Engineering and quality teams now expect complete part geometry, streamed directly into the same MES and CAD systems that manage the rest of the line.
A Tier 1 automotive supplier faced exactly this shift when launching a new electric vehicle powertrain line. Their legacy measurement workflow could not keep pace with the throughput, data density, and traceability demands of the program. This article walks through how they redesigned their 3D scanner workflow around the INSVISION AlphaScan, moving from a lab-bound metrology mindset to a production-floor reality.
The Hidden Cost of Legacy Measurement for Automotive Component Validation
The supplier’s existing quality loop relied on a mix of CMMs, dedicated fixtures, and manual gauges. While proven, this approach introduced several friction points that became untenable at higher volumes and tighter tolerances.
Validation Points from Use Cases
| Focus Area | Decision Point | Deployment Note |
|---|---|---|
| The Hidden Cost of Legacy Measurement for Automotive Co… | The supplier’s existing quality loop relied on a mix of CMMs, dedicated fixtures, and manual gauges. | While proven, this approach introduced several friction points that became untenable at higher volumes and tighter tolerances. |
| Core Workflow Gaps That Slowed Production and Quality C… | A closer look at the line revealed three specific gaps that any viable 3D scanner workflow would have to close: | Confirm against part conditions, inspection tempo, and data-output requirements. |
| Designing a Streamlined 3D Scanner Workflow for On-Floo… | INSVISION’s application specialists worked alongside the supplier’s engineering team to redesign the measurement sequence from part extraction to rep… | The goal was not to replace every CMM in the plant but to shift the bulk of dimensional validation to a faster, more data-rich method that compl… |
| Deploying the INSVISION AlphaScan in Live Production En… | Moving from a clean lab demo to a live production floor is where most scanning initiatives stall. | The supplier’s line was no exception: parts came off the machine hot, floor space was tight, and tolerance calls could not wait. |
First-article inspection reports often took days to compile because CMM programs had to be written and debugged for each new casting variant. When a dimensional issue surfaced mid-shift, the containment response meant pulling parts off the line and queuing them for the CMM, creating a bottleneck that could idle downstream assembly.
Hand-gauge checks, though fast, captured only a fraction of the surface and left no digital record beyond a pass/fail notation. For complex geometries like water jacket cores, oil galleries, and mounting flanges, the absence of full-field data meant engineers were troubleshooting blind.

The supplier needed a measurement method that could deliver metrology-grade point clouds fast enough to support in-process decisions, without requiring a dedicated metrology specialist to babysit every scan.
Core Workflow Gaps That Slowed Production and Quality Checks
A closer look at the line revealed three specific gaps that any viable 3D scanner workflow would have to close:
- Speed versus completeness. CMMs provided high accuracy on a limited number of features, but a full cylinder head scan could take hours. The plant needed a solution that captured the entire visible surface in minutes, not hours, while holding volumetric accuracy suitable for IATF 16949 conformance.
- Operator dependency. The quality team had deep CMM programming knowledge but no 3D scanning experience. Any new system had to be operable by frontline staff after minimal training, without sacrificing data quality.
- Data integration. Scan data that sits on a local laptop adds little value. The workflow had to feed inspection results directly into the plant’s existing quality management and CAD comparison tools, generating deviation maps and reports that engineering could act on immediately.
Designing a Streamlined 3D Scanner Workflow for On-Floor Use
INSVISION’s application specialists worked alongside the supplier’s engineering team to redesign the measurement sequence from part extraction to report generation. The goal was not to replace every CMM in the plant but to shift the bulk of dimensional validation to a faster, more data-rich method that complemented the existing quality infrastructure.
The team mapped out a workflow that started at the end of the machining cell. A cast cylinder head, still warm from the line, would be placed on a simple fixture near the scanner. The operator would launch a pre-configured scan routine with a single button press.
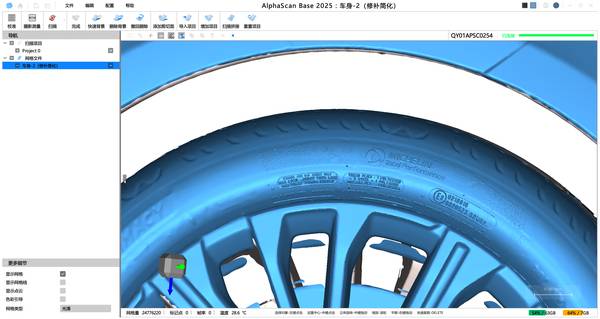
Within minutes, the AlphaScan would capture a dense point cloud covering all critical surfaces, including deep intake ports and tight bolt-hole patterns that hand gauges struggled to reach. The scan data would then be aligned to the CAD nominal in the accompanying software, and a color-coded deviation map would appear on the operator’s screen before the next part arrived.

This design eliminated the CMM queue for routine dimensional checks and gave the quality team a full digital twin of every scanned part, not just a handful of measured points.
Deploying the INSVISION AlphaScan in Live Production Environments
Moving from a clean lab demo to a live production floor is where most scanning initiatives stall. The supplier’s line was no exception: parts came off the machine hot, floor space was tight, and tolerance calls could not wait. The deployment unfolded in three deliberate stages.
- Accuracy validation on production castings. Before the AlphaScan ever left the shipping crate, INSVISION ran it against the supplier’s most complex cylinder head castings. The requirement was a volumetric accuracy of 0.015 mm + 0.025 mm/m to satisfy IATF 16949. The validation used actual production parts, not polished sample coupons, so the team could see how the scanner handled as-cast surfaces, parting line flash, and the subtle draft angles present on every real casting.
- Hands-on training for frontline staff. The quality and engineering team had no prior 3D scanning background. INSVISION conducted on-site sessions that focused on the specific routines the operators would run daily. Within two days, staff were capturing usable scan data independently. This was critical because the plant could not afford to assign a dedicated metrology engineer to stand beside the scanner for every shift.
- Direct integration with existing software. The AlphaScan paired directly with the plant’s inspection software, allowing operators to load the CAD model, run the scan, and view a deviation map without switching between multiple applications. The resulting point cloud and reports were stored in the same network directory as CMM data, making them accessible to engineering and quality teams through their usual channels.
How the INSVISION AlphaScan Matches This Production Scenario
The AlphaScan’s design aligns with the practical demands of an automotive powertrain line. Its structured light technology captures millions of points per scan, providing the full-surface coverage that hand gauges cannot deliver. The scanner’s volumetric accuracy specification meets the tight tolerances required for engine and transmission components, while its speed keeps pace with a moving production line.
Crucially, the system is built for shop-floor conditions. The scanner’s compact footprint fits into crowded cells, and its pre-programmed routines reduce operator decisions to a minimum. For a plant that needs to inspect multiple casting variants across different shifts, the ability to switch between scan programs in seconds prevents the workflow from becoming a bottleneck.
The software’s automatic alignment and deviation mapping features mean that a quality technician can interpret results without deep metrology expertise, while engineers receive data in formats ready for root-cause analysis.
Observable Operational Impacts of the Optimized Workflow
After the AlphaScan workflow was embedded in the production line, several operational shifts became visible without needing to quote a single percentage figure.
The time from part-off to dimensional feedback shrank dramatically. Where a CMM program for a new variant might take days to prove out, the scan routine was ready within hours. In-process checks that previously required batching parts for the CMM now happened at the line side, allowing the team to catch drift before it produced scrap.
The digital record of every scanned part gave quality engineers a searchable history they never had with hand gauges, making it possible to trace the exact surface condition of a casting that later failed a leak test.
Engineering teams began using the full-field deviation maps to adjust machining offsets and tool paths with a level of precision that sampled-point data never supported. The result was a more stable process and fewer unplanned line stops for dimensional troubleshooting.
Adapting This 3D Scanner Workflow to Other Industrial Sectors
The workflow principles that worked on an EV powertrain line transfer directly to any manufacturing environment where complex geometries, tight tolerances, and high throughput collide. Foundries can use the same approach to validate sand cores and castings before value is added through machining.
Aerospace component manufacturers can replace hard-gauge checks on turbine blades and structural castings with full-surface digital records that support both in-process control and long-term traceability. Heavy equipment and off-highway vehicle producers, who often deal with large, low-volume parts, can eliminate the cost and lead time of dedicated CMM fixtures by scanning directly against CAD.
The common thread is a shift from sampling a few points to capturing the entire surface, and from siloed measurement data to an integrated digital thread. Any plant that still relies on hand gauges for complex surfaces or that queues parts for a CMM can evaluate whether a structured-light 3D scanner workflow can remove that constraint.

Summary
The Tier 1 supplier’s experience illustrates a broader trend in industrial metrology: the most valuable dimensional data is the data you can act on while the part is still in front of you. By designing a 3D scanner workflow around the INSVISION AlphaScan, the plant turned a measurement bottleneck into a source of real-time process insight.
The key was not just the scanner’s accuracy or speed, but the deliberate integration of hardware, software, and operator routine into a single, repeatable sequence that fit the rhythm of the production line. For manufacturers facing similar constraints, the path forward starts with mapping the current measurement gaps and then matching a scanning solution to the specific demands of the floor, not the lab.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China