
INSVISION AlphaScan Handheld 3D Scanning Inspection for Automotive Die Verification and Aerospace MRO
On a Tier-1 automotive stamping line, the part is large, the surface is coated steel, and the lighting is anything but ideal.
Typical Working Conditions and Core Pain Points
On a Tier-1 automotive stamping line, the part is large, the surface is coated steel, and the lighting is anything but ideal. A die-worn panel needs a full geometry check to decide whether the tool can run another shift or must be pulled for rework.
Traditional options create friction: a coordinate measuring machine (CMM) requires transporting the part to a lab, adding hours of non-value-added handling and risking damage to a precision component. Manual calipers and height gages capture only a handful of discrete points, missing the subtle surface contours that cause fit issues downstream.
And if the steel has a mirror-like finish, optical scanners often demand a heavy coat of developer spray, adding a messy, time-consuming prep step that must be cleaned off afterward.
Aerospace MRO teams face a similar bind. Inspecting a wing rib or fuselage frame for wear, corrosion, or impact damage usually means removing the component and sending it to a bench CMM. That drives asset downtime and introduces reassembly risk.
The alternative—on-site inspection with portable tools—has historically struggled with reflective aluminum skins, deep fastener holes, and the need to document results against engineering models with full traceability.
Across both industries, the common thread is a measurement bottleneck: the part can’t come to the inspection equipment, and the inspection equipment that can go to the part either lacks accuracy, requires extensive surface preparation, or can’t produce a complete digital record in a single pass.
Solution Design Thinking
The AlphaScan platform addresses these constraints by fusing multi-line blue laser hardware, AI-driven surface processing, and integrated inspection software into a single handheld system.
The design premise is straightforward: capture engineering-grade 3D data directly at the point of measurement, eliminate surface preparation on reflective materials, and close the digital thread from scan to report without switching between software packages.
The hardware layer uses a 30- or 42-line blue laser configuration. Cross lines drive fast, large-area scanning, while dedicated fine-scan lines resolve tight radii and small GD&T features. Dual LED illumination ensures clean data from deep holes and recesses—areas where single-source lighting typically fails.
The handheld body is balanced for one-handed operation, and a high-speed USB fixed-knob connector prevents intermittent data loss during extended runs, a common failure point in production environments.
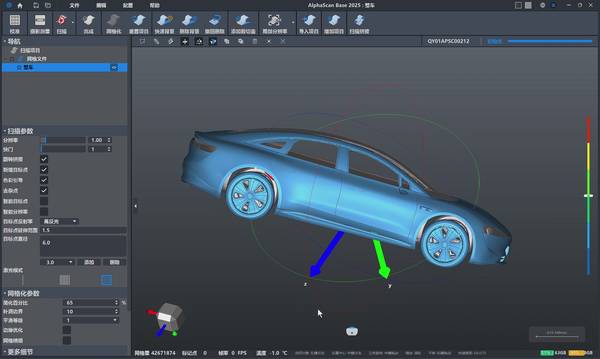
On the software side, INSVISION’s PTB-certified inspection platform natively imports 2D and 3D CAD models, aligns multi-source scan data, and applies GD&T evaluations compliant with ISO and ASME standards. All mainstream industrial 3D formats are supported, so the output feeds directly into existing quality workflows.
CE, FCC, and CNAS certifications simplify cross-region deployment, giving global manufacturers a consistent inspection backbone.

Implementation Process
- Preparation
The operator positions the scanner near the part—whether it’s a die still mounted in the press, a wing rib inside an access panel, or a batch of mid-sized castings on a shop-floor table. The CAD reference model is loaded into the INSVISION software. No surface spraying or powdering is required, even on polished mold steel or aerospace aluminum.
- Scanning
Using the handheld device, the operator toggles between capture modes as the geometry demands: a 650 mm × 550 mm area for large surfaces, a fine-detail mode for small radii and thin ribs, and a deep-hole mode for bores and recesses. A single continuous scan session covers the entire part without swapping scanners or recalibrating.
The scanner’s AI-powered reflection correction automatically suppresses noise and strips out artifacts from high-reflectivity surfaces, delivering clean mesh data straight from the device.
- Data Processing
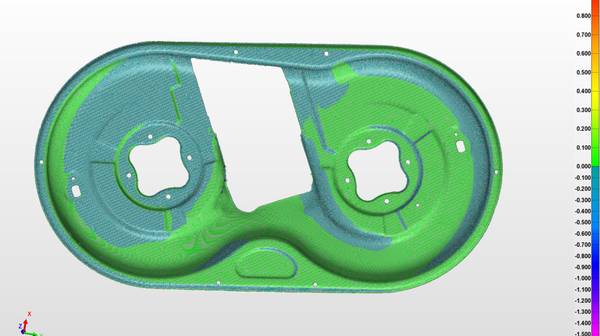
The point cloud is aligned to the CAD reference in near real time. A color-coded deviation heatmap highlights out-of-tolerance areas, and GD&T callouts are verified against the engineering model. The software handles alignment, comparison, and annotation inside a single environment—no exporting to a third-party package, no license juggling.
- Delivery
The platform generates a formatted inspection report with ASME Y14.5 feature control frames embedded. The report is exportable in standard formats, ready for internal quality audits, customer submissions, or regulatory documentation. The entire process—scan, compare, review, report—runs on one digital thread, giving quality managers a defensible, repeatable record without extra documentation effort.
How INSVISION AlphaScan Matches the Scenario
The AlphaScan’s capabilities align directly with the pain points described earlier. For the automotive die shop, the scanner’s portability and one-hand grip let an inspector crawl into a machine cell and capture the in-place tool geometry. Multi-mode scanning handles the mix of large surfaces, tight radii, and deep pockets on a complex casting in one session.
AI surface processing eliminates the spray-and-clean cycle on reflective mold steel, so the inspector spends time analyzing GD&T callouts rather than prepping surfaces.
For aerospace MRO, the large standoff distance and handheld form factor allow technicians to map a wing rib or fuselage frame in situ. The scanner captures the as-is condition, compares it against the engineering model immediately, and produces a standards-compliant report that supports airworthiness decisions. The part stays on the aircraft, downtime shrinks, and reassembly risk disappears.
In batch inspection of mid-sized industrial parts, the full-field capture replaces point-by-point CMM routines. A complete digital twin is generated in less time than it takes to probe a handful of critical dimensions, enabling quality teams to move from sampling a few parts per lot to inspecting every part without slowing the line.
Observable Effects
While specific cycle-time reductions depend on part geometry and facility layout, several operational shifts become apparent when handheld 3D scanning inspection replaces traditional workflows:
- Pre-inspection surface preparation drops to nearly zero on reflective materials, keeping measurement tasks aligned with production cadence.
- Full-part coverage replaces sparse point-based checks, catching form deviations that single-point measurements miss.
- In-situ inspection eliminates part transport and the associated risk of damage, directly supporting lean production logic.
- A single software environment from scan to report removes data translation gaps and version mismatches common in mixed-vendor setups.
- Digital records with embedded GD&T evaluations provide a traceable quality history for audits and regulatory submissions.
Practical limits remain. Deep-hole scanning still requires line-of-sight access; a blind cavity with a 90-degree turn challenges any optical system. Data continuity across sharp edges or highly occluded geometries may need a few extra passes. And while the scanner processes data in near real time, a full deviation analysis on a large point cloud still takes minutes, not seconds.
These are the realities of industrial metrology, and the AlphaScan’s delivery rhythm is built around them: fast enough to keep pace with production, transparent enough that an engineer knows when a scan is good.
Similar Conditions and Industry Expansion
The same approach applies wherever large, reflective, or hard-to-move parts require dimensional verification. Energy sector applications include cast wind turbine housings, machined oil-and-gas components, and solar panel manufacturing tooling. Advanced manufacturing teams use the system for post-print 3D part inspection, reverse engineering of legacy parts with lost drawings, and prototype fit verification.
The system is best suited for parts 10 cm and larger, with features down to 5 mm apertures.
When evaluating on site, teams should verify how the scanner handles their typical part sizes, surface finishes, and required GD&T callouts, and confirm that the software’s reporting templates align with their quality documentation needs. The table below maps the key strengths and ideal scenarios for three common inspection approaches, helping teams match the tool to the task.
| Inspection Approach | Key Strengths | Ideal Scenarios |
|---|---|---|
| INSVISION AlphaScan handheld 3D scanning inspection | Portable on-site operation, full-part geometry capture, real-time CAD deviation analysis, support for complex free-form surfaces | On-site MRO inspection, batch mid-sized part inspection, complex tooling verification |
| Fixed coordinate measuring machines (CMMs) | Ultra-high precision for micro-tolerance components, standardized lab-based high-volume inspection | Dedicated metrology lab testing of small, high-precision parts with static setups |
| Manual hand measurement tools | Low upfront cost for simple checks, no power or software requirements | Quick single-point dimensional verification of simple, low-tolerance parts |
Summary
Handheld 3D scanning inspection closes the gap between the metrology lab and the production floor. For automotive tooling teams, aerospace MRO crews, and quality managers overseeing batch manufacturing, the INSVISION AlphaScan platform delivers engineering-grade data where the part lives—without surface preparation, without part transport, and without sacrificing the digital traceability that modern quality systems demand.
By integrating multi-line blue laser hardware, AI-driven reflection correction, and PTB-certified inspection software into a single handheld device, the system turns a complex measurement chain into a repeatable, defensible process that keeps pace with production.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China