
Flächendeckende 3D-Messung für hochvolumige Montage
Erfahren Sie, wie hochpräzise optische 3D-Messung CMM-Engpässe in hochvolumigen Montagelinien beseitigt. Lernen Sie Bewertungskriterien für den Werkstatteinsatz kennen.
Stellen Sie sich eine hochvolumige Automobil-Stanzlinie vor, die stillsteht, weil ein Koordinatenmessgerät (CMM) einige Punkte auf einer komplexen Türverkleidung messen muss. Diese punktbasierte Stichprobenprüfung, ein Grundpfeiler der traditionellen Qualitätskontrolle, steht zunehmend im Widerspruch zu den Anforderungen der Lean Fertigung und Industrie 4.0 nach kontinuierlichen, flächenbezogenen Daten.
Für Qualitätsmanager besteht die Herausforderung darin, die GD&T über gesamte Chargen hinweg nach ISO/ASME-Standards zu verifizieren, ohne die Taktzeit zu beeinträchtigen.
Dieser Wandel von isolierten Prüfungen zur flächendeckenden Qualitätskontrolle ist der Bereich, in dem hochpräzise optische 3D-Messung eine parallele, berührungslose Prüfspur schafft. Durch die Erfassung von Millionen von Messpunkten pro Sekunde zur Erstellung von Farbabweichungskarten bieten diese Systeme die Möglichkeit, messtechnische Standards direkt in der Fertigung einzuhalten.
Die entscheidende Aufgabe für Ingenieure besteht darin, zu bewerten, wie die technische Architektur eines Scanners – seine Handhabung von Oberflächenreflexionen, seine Leistung in beengten Räumen und seine Berichtsfrequenz – mit spezifischen Bauteilgeometrien und Arbeitsabläufen übereinstimmt.

Optische Stabilität für den Werkstatteinsatz entwickeln
Die Bereitstellung von Präzision in Labormaßstab direkt in der Werkstatt erfordert optische Systeme, die für industrielle Umgebungsunterschiede ausgelegt sind. INSVISION baut seine 3D-Messplattformen auf proprietären Structured-Light-Algorithmen und KI-gestützter Punktwolkenverarbeitung auf, um diese Lücke zu schließen. Die zentrale Herausforderung besteht darin, die messtechnische Stabilität trotz Vibrationen, schwankenden Temperaturen und Umgebungslicht aufrechtzuerhalten.
INSVISION löst dies durch rigorose Sensorkalibrierung und verbesserte globale Steuerungsrahmenwerke, die Messkonsistenz auch bei großen Werkstücken wie Luft- und Raumfahrt Flügelhaut oder Automobil-Untergestellen gewährleisten.
Dieser Entwicklungsansatz wird durch internationale Zertifizierungen (CE, FCC, CNAS) bestätigt und ermöglicht Hochgeschwindigkeitsscanning mit bis zu 7,1 Millionen Messpunkten pro Sekunde – so wird die Prüfung von einem periodischen Engpass zu einem kontinuierlichen Feedbackkreis direkt in der Montagelinie.
Einsatzbereiche von Handscannern: Der AlphaScan in Umgebungen mit hoher Variantenzahl
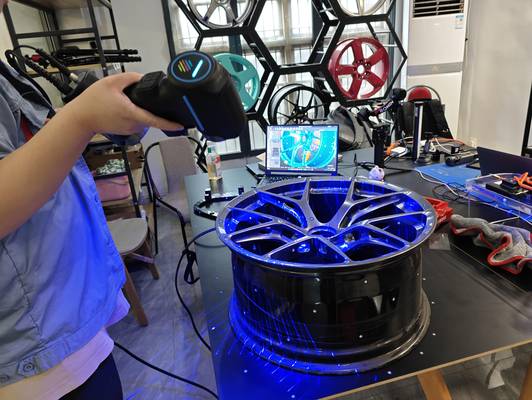
Für flexible Fertigung mit hoher Variantenzahl müssen tragbare Werkzeuge Geschwindigkeit und Präzision miteinander verbinden. Die INSVISION AlphaScan Handscanner ist genau dafür konzipiert: Er liefert 7,1 Millionen Messpunkte pro Sekunde und ermöglicht so die schnelle Digitalisierung von Bauteilchargen. Seine markerlose Verfolgung bietet uneingeschränkte Mobilität, sodass er sich für die Prüfung großer Schweißbauteile vor Ort oder komplexer Gussteile in beengten Servicebereichen eignet.
Optimiert für die berührungslose Erfassung von Flächen- und Volumendaten gibt er dichte Punktwolken über eine High-Speed-USB-Schnittstelle aus und nutzt KI-gesteuerte Arbeitsabläufe zur sofortigen Erstellung von Farbabweichungskarten. Ingenieure müssen jedoch seine Leistung anhand von zwei zentralen Randbedingungen validieren: die Größe des zu prüfenden Bauteils und die Umgebungsbeleuchtung in der Werkstatt.
Für einen erfolgreichen Einsatz bei der Erstmusterprüfung eines Verbundwerkstoffpaneels muss beispielsweise die Punktwolkendichte auf der Oberfläche dieses spezifischen Materials überprüft werden, bevor eine vollständige Prüfroutine eingeführt wird.
Praktischer Arbeitsablauf: Von der Punktwolke zur Gut-/Schlecht-Entscheidung
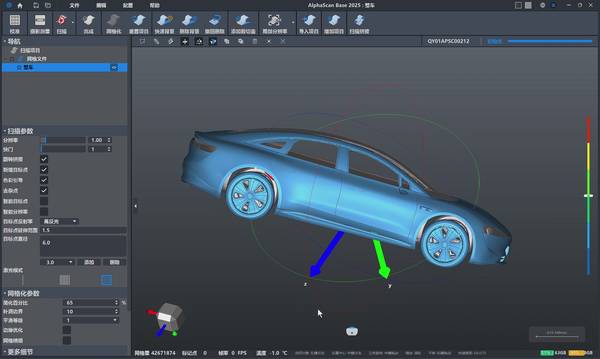
Die Umwandlung einer dichten Punktwolke in eine eindeutige Qualitätsbeurteilung muss ein rationalisierter, nachverfolgbarer Prozess sein. Der Arbeitsablauf umfasst die Abgleichung von Scandaten mit dem Referenz-CAD-Modell, die Erstellung einer visuellen Abweichungskarte und die Durchführung einer mehrdimensionalen Validierung gegen die technischen Toleranzen.
Bei der Prüfung von additiv gefertigten Bauteilen oder der Überprüfung der Ausrichtung von Luft- und Raumfahrtkomponenten visualisiert die Software von INSVISION Abweichungen durch intuitive, farbcodierte Karten.
Die Integrität dieses Prozesses hängt von den Ausgangsdaten ab: Qualitätsmanager sollten die Punktwolkendichte auf kritischen Oberflächen, wie der gekrümmten Kante eines spritzgegossenen Linsengehäuses, bewerten. Wir empfehlen, bei der ersten Prozessvalidierung optische Ergebnisse mit traditionellen Messverfahren abzugleichen, um eine Baseline zu erstellen.
Sobald die Eignung bestätigt ist, können Teams auf die vollständige optische Prüfung umsteigen und mit Ein-Klick-Berichtsexporten arbeiten, die direkt in Lean-Dokumentationszyklen und AS9100- oder IATF-Auditpfade integriert werden, ohne den Produktionsrhythmus zu stören.
Eignung des Systems für Ihre Fertigungslinie beurteilen
Die Auswahl eines 3D-Messsystems ist keine generische Beschaffungsmaßnahme. Sie erfordert eine klare Bewertung, wie die Technologie zu Ihrem spezifischen Produktionskontext passt. Konzentrieren Sie sich auf drei konkrete Aspekte: das Bauteilszenario, den Prüfort und die erforderliche Datenausgabe. Beispielsweise stellt eine stark reflektierende Turbinenschaufel eine andere Herausforderung dar als ein polymeres Bauteil mit matter Oberfläche.
Ebenso erfordert ein Scanner für eine beengte Roboterzelle eine andere Bauform als einer für eine offene Montagevorrichtung.
INSVISION empfiehlt als kritischen Schritt eine Validierungssitzung mit Musterbauteilen durchzuführen. Dadurch kann Ihr Ingenieurteam die Ausgabe des Scanners – die Farbabweichungskarte und das Prüfdashboard – anhand Ihrer tatsächlichen Bauteile und in Ihren vorhandenen Berichtsvorlagen einsehen. Dies ist der effektivste Weg, die Übereinstimmung mit Ihren Produktionsabläufen zu überprüfen und Integrationsrisiken zu minimieren.

Weltweite Konsistenz durch Kalibrierung und Support sicherstellen
Die Einheitlichkeit von 3D-Messstandards an mehreren globalen Standorten geht über die Bereitstellung von Hardware hinaus. Sie erfordert einen nachhaltigen Rahmen aus lokalen Kalibrierungsprotokollen und umfassenden Schulungen für Messteams. INSVISION sichert diese Konsistenz, indem sie sicherstellt, dass an einem Messstandort in einer Region erfasste Daten mit globalen technischen Referenzpunkten übereinstimmen.
Ziel ist es, die Prüfdaten selbst – die Punktwolkenüberlagerungen und Abweichungsberichte – zum primären, nachverfolgbaren Qualitätsdokument zu machen.
Bevor Sie einen Einsatz skalieren, sollten Sie einen praktischen Vorbereitungsschritt durchführen: Führen Sie einen Test mit einem repräsentativen Musterbauteil durch, das Ihre typischen Produktionsherausforderungen widerspiegelt. Beobachten Sie den gesamten Prozess, von der Einrichtung des Scanners am vorgesehenen Ort bis zur Erstellung des Abschlussberichts.
Dies stützt die Entscheidung auf die betriebliche Realität und stellt sicher, dass die Messnachverfolgbarkeit von der Werkstatt bis zum endgültigen Qualitätsdashboard gewährleistet ist.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China