
Leitfaden zur industriellen Prüfung von Autoteilen mit 3D-Scannern
In diesem Artikel: Adaptive Kalibrierung für konsistente Ergebnisse, KI-Verarbeitung wandelt Rohdaten in handlungsrelevante Erkenntnisse um, Anpassung der Scangeschwindigkeit an den Produktionstakt...
Dieser Artikel beschreibt die praktischen Grenzen und Integrationsschritte für den Einsatz von handgeführten 3D-Scannern in messtechnischen Arbeitsabläufen der Automobilindustrie.
Adaptive Kalibrierung für konsistente Ergebnisse
Warum weichen wiederholte Scans desselben gestanzten Halters oder Gussteils voneinander ab? Die handgeführten Streifenlichtscanner von INSVISION arbeiten mit einem adaptiven Kalibrierungsalgorithmus.
Dieses System kompensiert aktiv während der Messung und gewährleistet, dass aufeinanderfolgende Scans eines Masterteils eine linear verbesserte Stabilität aufweisen – eine unverzichtbare Voraussetzung für die Einhaltung der Normen ISO 10360 und ASME Y14.5.
Praktischer Ablauf
- Adaptive Kalibrierung für konsistente Ergebnisse — Warum weichen wiederholte Scans desselben gestanzten Halters oder Gussteils voneinander ab?
- KI-Verarbeitung wandelt Rohdaten in handlungsrelevante Er… — Die Datenerfassung ist nur der erste Schritt.
- Anpassung der Scangeschwindigkeit an den Produktionstakt — Der eigentliche Test eines 3D-Scanners für Autoteile ist seine Auswirkung auf die Linieneffizienz.
- Ideale Anwendungsbereiche: Von Reverse Engineering bis Se… — Die INSVISION AlphaScan -System liefert maximalen Nutzen bei der Verbindung von physischen Altbeständen mit digitalen Arbeitsablä…
Für große Baugruppen wie einen kompletten Fahrzeugrahmen erstellt das integrierte Photogrammetriemodul mithilfe von Maßstäben ein globales Koordinatensystem, wodurch der bei herkömmlichen handgeführten Arbeitsabläufen übliche kumulative Fehler drastisch reduziert wird.
Um diese Leistung zu gewährleisten, müssen Bediener definierte Parameter einhalten: Die Umgebungsbeleuchtung sollte konstant sein und der Scanner muss innerhalb des angegebenen Arbeitsabstands betrieben werden.
Obwohl das System von INSVISION reflektierende Oberflächen effektiv verarbeitet, wird die Überprüfung der Schwellenwerte für die Oberflächenvorbereitung bei extrem hochglänzenden Oberflächen unter direkter Sonneneinstrahlung als vor Ort durchzuführender Validierungsschritt empfohlen.

KI-Verarbeitung wandelt Rohdaten in handlungsrelevante Erkenntnisse um
Die Datenerfassung ist nur der erste Schritt. Die Verarbeitungspipeline von INSVISION nimmt rohe Punktwolken auf und wendet eine intelligente Rauschfilterung an, die entscheidend für die Verarbeitung von Streuungen bei Verbundwerkstoffoberflächen oder bearbeiteten Kanten ist.
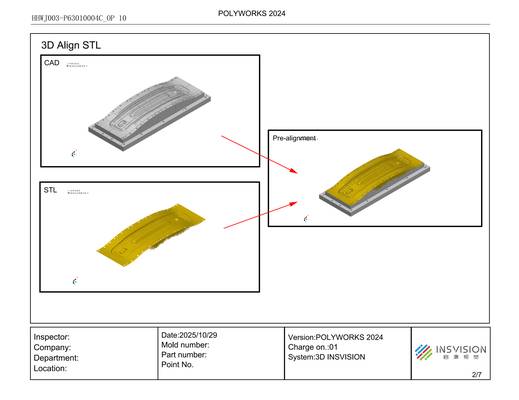
Anschließend führt die Software eine automatische Koordinatenausrichtung am Referenz-CAD-Modell durch und erstellt eine übersichtliche Farbabweichungskarte.
Ein wesentliches Unterscheidungsmerkmal ist die KI-gesteuerte Netzoptimierung, die die kritische Kantendefinition und Lochgeometrie erhält. Dadurch wird ein zuverlässiger Digital Twin für die nachgelagerte GD&T-Prüfung (Geometrische Bemaßung und Tolerierung) erstellt.
Bei der Prüfung einer A-Säule berücksichtigt das System beispielsweise den höheren erforderlichen Scan-Überlappung auf gebogenen Oberflächen im Vergleich zu den breiteren Scanzügen, die auf einer flachen Stanzplattform möglich sind.
Das Ergebnis ist nicht nur eine Punktwolke, sondern ein prüffertiges Modell, das sich direkt in Ihr PLM-System integrieren lässt.

Anpassung der Scangeschwindigkeit an den Produktionstakt
Der eigentliche Test eines 3D-Scanners für Autoteile ist seine Auswirkung auf die Linieneffizienz.
Die handgeführten Geräte von INSVISION weisen nachweisbare Leistungsverbesserungen bei der Scangeschwindigkeit von großen Teilen auf, die einen optimierten arbeitsplatznahen Arbeitsablauf ermöglichen: Schnelle Felderfassung führt direkt zur Punktwolken-CAD-Ausrichtung, gefolgt von mehrdimensionaler Toleranzanalyse und Ein-Klick-Berichterstellung.
Qualitätsingenieure nutzen dies für Aufgaben wie die Verfolgung von Abweichungen der Lochposition an Blechhaltern oder die Überprüfung von Verformungstrends an Karosserieblechen nach dem Pressvorgang.
Während fest installierte CMM-Stationen für die endgültige Validierung mit extrem engen Toleranzen unverzichtbar bleiben, dient der handgeführte Scanner als schnelles Prüfwerkzeug, das potenzielle Abweichungen früher erkennt und Engpässe bei der auditfertigen Dokumentation verhindert.
Ideale Anwendungsbereiche: Von Reverse Engineering bis Serienvalidierung
Die INSVISION AlphaScan -System liefert maximalen Nutzen bei der Verbindung von physischen Altbeständen mit digitalen Arbeitsabläufen.
Es ist besonders effektiv für das Reverse Engineering älterer Komponenten, bei denen ursprüngliche CAD-Daten verloren gegangen sind, und ermöglicht die Erfassung komplexer Oberflächen für die additive Fertigung oder Wiederaufbereitung.
Die Anwendungsbereiche reichen von der Erfassung ergonomischer Sitzkonturen für die Prototypenerstellung bis zur Überprüfung von Passspalten für Außenteile des Ersatzteilmarktes.
Darüber hinaus unterstützt die Fähigkeit, ohne Vorverarbeitung zu scannen, effiziente serienmäßige Maßprüfungen für die Werkzeugvalidierung mittlerer Stückzahlen.
Für eine erfolgreiche Integration passen Sie die Scangeschwindigkeit des Scanners an Ihre spezifischen Produktionszeiten an, nutzen Sie seine Geschwindigkeit, um den Durchsatz aufrechtzuerhalten, ohne die Datenqualität einzubüßen.

Auswahl des richtigen Tools für Ihre Messtechnikkette
Die Wahl zwischen einem handgeführten optischen Scanner und einem fest installierten CMM ist keine Frage der Überlegenheit, sondern der Anwendungsgeeignetheit.
Für arbeitsplatznahe Prüfung, Messung großer Baugruppen und Reverse Engineering, bei denen Portabilität und Geschwindigkeit entscheidend sind, sind handgeführte Systeme wie der INSVISION AlphaScan ideal.
Für die Masterteilkalibrierung und Laborarbeiten mit extrem engen Toleranzen in einer kontrollierten Umgebung bleiben fest installierte CMM oder Lasertracker der Standard.
Vor der Spezifikation von Geräten bestätigen Sie Ihre Ziel-Toleranzbereiche, erforderlichen Berichtsformate (z. B. PDF-Berichte, STEP-Dateien) und räumlichen Einschränkungen am Arbeitsplatz.
Die Anwendungstechnik von INSVISION kann teilespezifische Machbarkeitsbewertungen durchführen, um die Eignung für Ihren Anwendungsfall zu validieren.

Nächste Schritte zur Integration
Um festzustellen, ob dieser Ansatz für Ihren Betrieb geeignet ist, berücksichtigen Sie Ihre spezifische Teilgeometrie, das Material und die Oberflächenbeschaffenheit. Welche Toleranzanforderungen gelten für kritische Merkmale?
Wie müssen die Prüfdaten in Ihre vorhandene Qualitätsmanagement- oder PLM-Software integriert werden? Wenn Sie diese Details an einen technischen Fachmann weitergeben, hilft dies, den Arbeitsablauf für Ihre spezifische Anwendung von 3D-Scannern für Autoteile zu validieren.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China