
Handheld 3D Laser Scanner Technology for Metrology-Grade Factory Floor Inspection
Technical guide to handheld 3D laser scanner systems: working principles, accuracy limits, selection criteria, and how INSVISION AlphaScan fits industrial inspection.
This article unpacks what makes a handheld 3D laser scanner work, where its accuracy comes from, how it differs from other portable metrology tools, and what engineers and procurement teams should examine when evaluating a system for real factory use. Along the way, we look at how the INSVISION AlphaScan platform addresses the boundary conditions that separate a capable scanner from a reliable production tool.
How a Handheld 3D Laser Scanner Captures Geometry
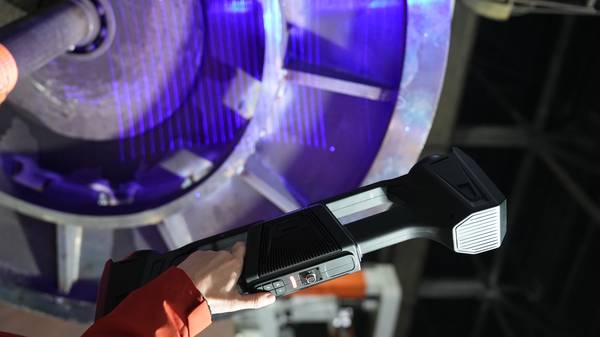
At its core, a handheld 3D laser scanner projects a structured laser line onto a surface. Cameras embedded in the device observe the deformation of that line from known angles, and through triangulation the system calculates the 3D coordinates of thousands of points per second. Those points accumulate into a dense point cloud that represents the part’s geometry.
What separates industrial-grade handheld scanners from consumer devices is how they maintain spatial reference while the operator moves. Most metrology-oriented handheld scanners use either optical tracking—where an external stereo camera system tracks the scanner’s position in real time—or a hybrid approach combining onboard photogrammetry with target markers.
The INSVISION AlphaScan platform, for example, relies on an external tracking architecture (X-Track) that continuously monitors the scanner’s pose, decoupling measurement accuracy from operator steadiness. This means the system knows exactly where the scanner is in 3D space at every instant, even when the operator’s hand introduces micro-movements or vibration.
The pipeline from laser line to actionable data runs through several stages: laser projection, image capture, real-time point cloud reconstruction, registration, and mesh generation. In a well-designed system, AI-driven algorithms clean up noise, fill small occlusion gaps intelligently, and align successive scans without manual intervention.
The result is a watertight mesh or a deviation color map that can be compared directly against a CAD model.
Key Technical Elements That Define Industrial Performance
Engineers evaluating a handheld 3D laser scanner tend to focus on a handful of specifications. Understanding what those numbers actually mean in a factory context is critical.
Volumetric accuracy is the single most important metric. It describes the scanner’s ability to measure the true dimensions of an object across its entire working volume. A typical metrology-grade handheld scanner might state volumetric accuracy as a base value plus a length-dependent term—for instance, 0.1 mm + 0.015 mm/m.
The INSVISION AlphaVista handheld scanner, part of the AlphaScan series, specifies exactly this: 0.1 mm plus 0.015 mm per meter. In practice, that means a 2-meter part can be measured with an uncertainty envelope that stays within GD&T callouts when proper alignment and reference frame establishment are followed.
Scanning speed and point density affect cycle time and feature resolution. Modern handheld scanners capture millions of points per second, but raw speed matters less than the usable data rate. A scanner that generates noisy data at high speed forces downstream cleanup, erasing any time saved during acquisition.
The AlphaScan platform emphasizes clean point cloud output with minimal post-processing, which directly shortens the time from scan to inspection report.
Environmental tolerance is where many portable scanners stumble. Shop-floor conditions—temperature swings, airborne dust, vibration from nearby machinery—can degrade performance if the hardware isn’t designed for them. The AlphaScan’s housing and thermal management are built to maintain stability across a wider operating envelope than lab-bound equipment.
Certifications such as CE, FCC, and CNAS provide documented evidence that the system meets international safety and electromagnetic compatibility standards, not just marketing claims.
Software integration turns raw point clouds into engineering deliverables. The ability to perform real-time mesh generation, automatic hole filling, and direct CAD comparison inside a single software environment reduces the number of file exports and third-party tools required.
For Western manufacturers operating under ISO or ASME quality systems, the software’s ability to generate traceable inspection reports is as important as the hardware specifications.
How Handheld 3D Laser Scanning Differs from Other Portable Metrology Tools
It helps to position handheld 3D laser scanning against the tools engineers already use.
| Technology | Typical Accuracy | Portability | Best Fit |
|---|---|---|---|
| Handheld 3D laser scanner (tracked) | 0.02–0.1 mm | High, battery-operated, one-person operation | Complex freeform surfaces, large parts, in-situ inspection |
| Articulated arm CMM | 0.01–0.05 mm | Moderate, requires stable setup | Touch-probe measurement of geometric features, small to medium parts |
| Structured light scanner (tripod-mounted) | 0.01–0.03 mm | Low, sensitive to ambient light | High-precision small parts in controlled lighting |
| Laser tracker | 0.015 mm + 0.005 mm/m | Low, line-of-sight required | Large-scale alignment and assembly, volume up to tens of meters |
Handheld 3D laser scanners occupy a sweet spot: they deliver accuracy close to that of a fixed CMM or structured light system while offering the freedom to scan parts that cannot be moved or disassembled. The trade-off is that they require an external tracking system or a well-distributed target field to maintain volumetric accuracy. Without that, a handheld scanner is just a fast shape collector, not a metrology instrument.
Strong application fits:
- First-article inspection of large castings, weldments, and composite layups where moving the part to a CMM is impractical.
- Reverse engineering of legacy components with complex organic shapes, such as turbine blades, intake manifolds, or molded plastics.
- In-situ dimensional verification inside vessels, around pipe runs, or on assembled machinery where access is limited.
- Tooling and fixture verification during new product introduction, when fast turnaround of deviation maps keeps the launch on schedule.
Scenarios where a different tool may be more appropriate:
- Measuring deep, narrow bores or highly reflective mirror-like surfaces without surface preparation. Handheld laser scanners struggle with extreme reflectivity and occluded cavities.
- Applications requiring sub-0.01 mm uncertainty across large volumes. In such cases, a fixed CMM or laser tracker may be necessary.
- High-throughput production lines where fully automated inline inspection is preferred over manual scanning.
The boundary condition is not just the scanner’s specification sheet; it is the combination of part geometry, surface finish, environmental stability, and the operator’s measurement plan.
What to Look for When Selecting a Handheld 3D Laser Scanner
Procurement teams and engineering leads should evaluate systems against a checklist that goes beyond the datasheet:
- Stated volumetric accuracy and the conditions under which it is achieved. Ask whether the accuracy figure is based on a sphere artifact test according to VDI/VDE 2634 or an equivalent standard. A number without a test protocol is meaningless.
- Tracking method. Optical tracking with an external stereo camera generally provides more stable reference than marker-only photogrammetry, especially on large parts.
- Software ecosystem. Does the included software support direct CAD import, GD&T annotation, and automated report generation? Can it export to common formats (STEP, IGES, STL) without extra licenses?
- Environmental robustness. Look for documented operating temperature ranges, ingress protection ratings, and certifications that matter in your facility—CE and FCC for electrical safety and EMI, CNAS or equivalent for metrology traceability.
- Ease of integration into existing workflows. A scanner that requires a dedicated operator with weeks of training may stall adoption. Systems that offer guided workflows and real-time feedback lower the barrier.
The INSVISION Al
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China