
Otomotiv Parça Toplu Kontrolü için Metroloji Sınıfı Tarayıcı Ölçümü
Metroloji sınıfı tarayıcı ölçümünün otomotiv parça toplu kontrolünü nasıl hızlandırdığını keşfedin. Tüm alan veri toplama ve denetime hazır raporlama ile CMM darboğazlarını ortadan kaldırın.
Sektör Arka Planı ve Uygulama Senaryosu
Yüksek hacimli otomotiv üretiminde, güç aktarma organı ve şasi parçalarının toplu kontrolü sürekli bir metroloji zorluğu sunmaktadır. Şanzıman kutuları, diferansiyel taşıyıcıları ve süspansiyon mafsalları gibi parçalar, onlarca kritik özellik üzerinde sıkı GD&T toleranslarına göre doğrulanmalıdır.
Geleneksel yöntemler, başta koordinat ölçüm makineleri (CMM) olmak üzere, tam zamanında (JIT) ve yalın üretim ortamlarında önemli bir darboğaz yaratır. Aparat programlama, manuel nokta nokta problama ve raporlama için gereken süre genellikle hat kenarı talebine ayak uyduramaz, gecikme riski oluşturur ve kalite güvencesini tehlikeye atar.
Bu bağlamda 3D tarama, üretim hattı hızında eksiksiz, denetime uygun veri sunarak temel bir üretim varlığı haline gelir.

Teknik Yetkinlik Eşleştirme
| Odak Alanı | Karar Noktası | Dağıtım Notu |
|---|---|---|
| Sektör Arka Planı ve Uygulama Senaryosu | Yüksek hacimli otomotiv üretiminde, güç aktarma organı ve şasi parçalarının toplu kontrolü sürekli bir metroloji zorluğu sunmaktadır. | Şanzıman kutuları, diferansiyel taşıyıcıları ve süspansiyon mafsalları gibi parçalar, onlarca kritik özellik üzerinde sıkı GD&T toleranslarına göre doğrulanmalıdır… |
| Tipik Koşullar ve Temel Sorun Noktaları | Karmaşık dökme veya işlenmiş parçalar için tipik kontrol hücresi birbiriyle ilişkili birkaç baskıyla karşı karşıyadır. | Tarayıcı ölçümüne geçiş bu sorunları çözmektedir, ancak temel durumu anlamak kritik öneme sahiptir: |
| Çözüm Tasarım Yaklaşımı | Tarayıcı ölçüm iş akışı, seyrek nokta örneklemesinden tüm alan veri toplamaya paradigmayı değiştirir. | Amacımız, üretim hattında veya sevkiyat iskelesinde doğrudan konuşlandırılabilecek ve aşağıdakileri yapabilen bir tarayıcı ölçüm sistemi dağıtmaktır: |
Tipik Koşullar ve Temel Sorun Noktaları
Karmaşık dökme veya işlenmiş parçalar için tipik kontrol hücresi birbiriyle ilişkili birkaç baskıyla karşı karşıyadır. Tarayıcı ölçümüne geçiş bu sorunları çözmektedir, ancak temel durumu anlamak kritik öneme sahiptir:
- Hacim ve Detay Dengesi: Üretim partisindeki %100 parça kontrolü idealdir, ancak CMM ile parça başına yüzlerce noktayı manuel olarak problamak son derece zaman alıcıdır. Bu durum genellikle uzlaşmaya yol açar, kontrolü kritik özelliklerin bir alt kümesine indirir ve riski artırır.
- Veri Bütünlüğü: Nokta nokta yöntemleri ayrıksal veri sunar, ancak örneklenmemiş yüzeylerdeki form hatalarını, bükülmeleri veya sapmaları kaçırabilir. Prob alınan noktalar arasında küçük bir dökme kayması veya takım aşınması mevcut olabilir ve bu durum sonraki montaj aşamasına kadar tespit edilemez.
- İş Akışı Kesintisi: Ağır parçaların hattan sıcaklık kontrollü CMM odasına taşınması, ardından uzun aparat kurulumu gibi lojistik işlemler parçaları ve personeli katma değerli faaliyetlerden uzaklaştırır.
- Denetime Hazırlık: Modern kalite standartlarını (IATF 16949, ISO 10360) karşılamak ve müşteri denetimlerini geçmek için izlenebilir, kapsamlı veri gereklidir. Manuel ölçümlerden bir araya getirilen raporlar genellikle güvenilir uyumluluk için gereken tüm alan veri bütünlüğüne ve yerleşik izlenebilirliğe sahip değildir.
Çözüm Tasarım Yaklaşımı
Tarayıcı ölçüm iş akışı, seyrek nokta örneklemesinden tüm alan veri toplamaya paradigmayı değiştirir. Amacımız, üretim hattında veya sevkiyat iskelesinde doğrudan konuşlandırılabilecek ve aşağıdakileri yapabilen bir tarayıcı ölçüm sistemi dağıtmaktır:

- Bir parçanın tam yüzey geometrisini dakikalar içinde yakalar, bütüncül analiz için yoğun nokta bulutu oluşturur.
- Uluslararası standartlara izlenebilir metroloji sınıfı doğruluk sunar, ilk parça kontrolü (FAI) ve tedarikçi doğrulaması için veriyi geçerli kılar.
- Mevcut GD&T analiz yazılımıyla sorunsuz entegre olur, rapor üretimini otomatikleştirir ve temel meta verileri (operatör, zaman damgası, çevresel koşullar) içerir.
- Laboratuvar dışı endüstriyel ortamlarda minimum ısınma ve kurulum süresi ile güvenilir şekilde çalışır.
Uygulama Süreci
- Hazırlık: Parça sabit bir yüzeye veya basit bir döner tabla üzerine yerleştirilir. INSVISION AlphaScaniçin, parçanın doğal optik dokusu yoksa hedef noktalar uygulanır. Sistemin termal kararlılığa ulaşması için iki dakikadan az ısınma süresi gereklidir.
- Tarama: Tarayıcı ölçüm süreci sırasında operatör, elde taşınan cihazı kullanarak parçanın geometrisini yakalar. Çapraz lazer hatlarına sahip INSVISION AlphaScan gibi yapılandırılmış mavi ışık kullanan sistemler, koyu veya parlak işlenmiş yüzeylerde bile hızla yüksek çözünürlüklü veri (saniyede milyonlarca nokta) yakalar.
- Veri İşleme ve Hizalama: Nokta bulutu, metroloji yazılımı platformu içinde en iyi uyum veya referans hizalama yöntemleri kullanılarak nominal CAD modeline otomatik olarak hizalanır. Bu, fiziksel parçanın dijital ikizini oluşturur.
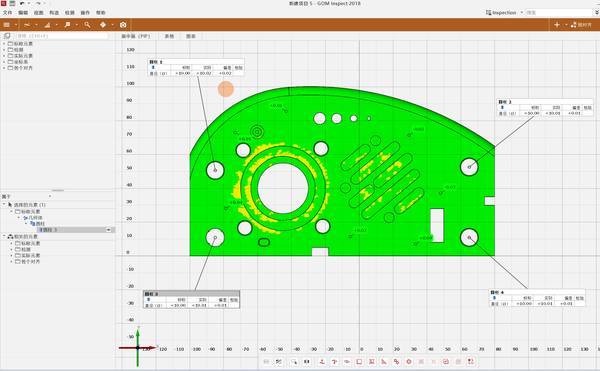
- Analiz ve Raporlama: ASME Y14.5’e dayalı önceden programlanmış GD&T rutinleri, tüm nokta bulutu üzerinde otomatik olarak çalışır. Yazılım, belirtilen her tolerans için sapmaları hesaplar – düzlük, konum, profil – ve renk kodlu sapma haritası üretir.
- Teslimat: Sistem, sapma haritası, her özellik için geçti/kaldı durumu ve tam denetim izi içeren tam dijital rapor üretir; dahili inceleme, tedarikçi iletişimi veya resmi denetim gönderimi için hazırdır.
INSVISION Ürünleri Bu Senaryoya Nasıl Uyar
Otomotiv toplu kontrolü için INSVISION AlphaScan serisi, üretime hazır tarayıcı ölçüm aracı için temel gereksinimleri karşılar. Bu senaryoda INSVISION AlphaScan değeri belirli yetkinlikler ile tanımlanır:

- Metroloji Sınıfı Doğruluk: ISO 10360-2 protokolleri altında doğrulanmış 0.020 mm hacimsel doğruluk spesifikasyonu ile INSVISION AlphaScan, FAI ve uyumluluk belgeleri için yeterince güvenilir veri sunar, laboratuvar sınıfı CMM’ler ile tüketici sınıfı tarayıcılar arasındaki boşluğu doldurur.
- Üretim Hattı Hızı ve Sağlamlığı: Hızlı ısınma ve hızlı veri toplama, parça başına döngü süresini önemli ölçüde azaltır. INSVISION AlphaScan çalışma sıcaklık aralığı (-10°C ila 40°C), kontrollü metroloji laboratuvar ortamı gerektirmeden çoğu üretim tesisinde kararlı performans sağlar.
- Entegre Yazılım İş Akışı: INSVISION sistemi, temiz, yüksek doğruluklu nokta bulutu verisini doğrudan standart GD&T analiz paketlerine iletir. Bu, çeviri hatalarını ve manuel veri işlemeyi ortadan kaldırır, yerleşik izlenebilirlik meta verileri ile denetime hazır raporların oluşturulmasını otomatikleştirir.
Gözlemlenebilir Sonuçlar
Toplu kontrol için tarayıcı ölçüm yaklaşımının benimsenmesi, somut operasyonel değişikliklere yol açar:
- Kontrol verimliliği belirgin şekilde artar, birikim oluşturmadan kritik partiler için daha sık hatta %100 kontrol sağlar.
- Kalite ekipleri artık parça uygunluğunun tam resmini görür, istatistiksel örnekleme güveninden tüm yüzeylere dayalı kesinliğe geçer. Bu genellikle takım aşınmasının veya süreç kaymalarının daha erken tespit edilmesini sağlar.
- Otomatik, dijital raporlama süreci, denetimler için kontrol verilerini derleme ve biçimlendirme için harcanan idari süreyi önemli ölçüde azaltır.
- Hat kenarında yüksek doğruluklu kontroller yapma yeteneği, parça taşıma ve lojistiği minimize eder, parçaları ve personeli üretim akışına odaklı tutar.
Sektör Genişletme ve Uygulama Yeniden Kullanımı
Karmaşık, sıkı toleranslı parçalar için toplu kontrol senaryosu sadece otomotiv için benzersiz değildir. Boyutsal uyumluluğu ve yüksek verimliliği önceliklendiren tüm sektörlerdeki üreticiler 3D tarama teknolojisinden değer bulacaktır:
- Havacılık: Türbin kanatları, yapısal braketler ve karmaşık kanalizasyon kontrolü, burada tam yüzey profili kritiktir.
- Ağır Makine ve Enerji: Pompalar, valfler ve hidrolik bileşenler için büyük döküm ve kaynak parçalarının form ve montaj doğrulanması gerekir.
- Hassas Üretim: Medikal cihaz ve tüketici elektroniği tedarik zincirlerinde karmaşık enjeksiyon kalıpları, kalıplar ve prototiplerin toplu doğrulaması.
Sonuç olarak, bu uygulamalar ortak bir hedef paylaşır: sadece ayrıksal noktalar yerine tüm yüzeyleri verimli şekilde doğrulamak, üretim riskini azaltmak ve uyumluluğu kolaylaştırmak.

Kalite Güvencesi Üzerine Stratejik Etki
Otomotiv parça toplu kontrolü zorluğu, endüstriyel kalite kontrolündeki daha geniş bir değişimi vurgular. Bugün talep, sadece doğru değil, aynı zamanda eksiksiz, izlenebilir ve verimli şekilde yakalanmış veridir.
Metroloji sınıfı temelleri ve üretim için sertleştirilmiş tasarımıyla seçilen INSVISION AlphaScan gibi tarayıcı ölçüm sistemleri, kontrolü bir darboğazdan akıcı, veri yoğun bir sürece dönüştürür. Bu, üreticilerin sıkı uyumluluk standartlarını korurken modern yalın üretimin hız taleplerini desteklemesini sağlar, sonuç olarak kalite doğrulamasını rekabet avantajına dönüştürür.
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121