
Messtechnische Scanner-Messung für die Serienprüfung von Automobilkomponenten
Erfahren Sie, wie messtechnische Scanner-Messung die Serienprüfung von Automobilkomponenten beschleunigt. Ersetzen Sie CMM-Engpässe durch flächendeckende Datenerfassung und auditfähige Berichte.
Branchenhintergrund und Anwendungsfall
In der hochvolumigen Automobilfertigung, stellt die Serienprüfung von Antriebsstrang- und Fahrwerkskomponenten eine ständige messtechnische Herausforderung dar.
Teile wie Getriebegehäuse, Differentialträger und Federbeinträger müssen anhand strenger GD&T-Spezifikationen über Dutzende kritischer Merkmale hinweg überprüft werden.
Herkömmliche Methoden, vor allem Koordinatenmessgeräte (CMM), stellen einen erheblichen Engpass in Just-in-Time (JIT) und Lean-Produktionsumgebungen dar.
Die für Vorrichtungsprogrammierung, manuelle punktuelle Messung und Berichterstellung benötigte Zeit kann oft nicht mit dem Bedarf am Fertigungsband Schritt halten, was Verzögerungen und Einbußen bei der Qualitätssicherung riskiert.
In diesem Kontext entwickelt sich 3D-Scannen zu einem unverzichtbaren Produktionsmittel, das vollständige, auditfähige Daten in der Geschwindigkeit der Fertigungslinie liefert.

Technischer Fähigkeitsabgleich
| Fokusbereich | Entscheidungskriterium | Hinweis zur Implementierung |
|---|---|---|
| Branchenhintergrund und Anwendungsfall | In der hochvolumigen Automobilfertigung stellt die Serienprüfung von Antriebsstrang- und Fahrwerkskomponenten eine ständige messtechnische Herausforderung dar. | Teile wie Getriebegehäuse, Differentialträger und Federbeinträger müssen anhand strenger GD&T-Spezifikationen über Dutzende kritischer … |
| Typische Rahmenbedingungen und zentrale Herausforderungen | Die typische Prüfzelle für komplexe Guss- oder bearbeitete Komponenten steht unter mehreren miteinander verbundenen Druckfaktoren. | Der Wechsel zur Scanner-Messung löst diese Probleme, wobei das Verständnis der Ausgangssituation entscheidend ist: |
| Lösungsdesign-Ansatz | Ein Scanner-Messworkflow ändert das Paradigma von der spärlichen Stichprobenmessung zur flächendeckenden Datenerfassung. | Ziel ist die Implementierung eines Scanner-Messsystems direkt am Fertigungsband oder Wareneingang, das folgende Funktionen erfüllt: |
Typische Rahmenbedingungen und zentrale Herausforderungen
Die typische Prüfzelle für komplexe Guss- oder bearbeitete Komponenten steht unter mehreren miteinander verbundenen Druckfaktoren. Der Wechsel zur Scanner-Messung löst diese Probleme, wobei das Verständnis der Ausgangssituation entscheidend ist:
- Volumen vs. Detail: Eine 100 %-Prüfung einer Produktionscharge ist ideal, aber die manuelle Messung von Hunderten von Punkten pro Teil mit einem CMM ist unverhältnismäßig zeitaufwendig. Dies zwingt oft zu Kompromissen, bei denen die Prüfung auf eine kritische Teilmenge von Merkmalen reduziert wird und das Risiko steigt.
- Datenvollständigkeit: Punktuelle Messverfahren liefern diskrete Daten, können aber Formfehler, Verzug oder Abweichungen auf nicht beprobten Oberflächen übersehen. Eine geringe Gussabweichung oder Werkzeugverschleiß kann zwischen den Messpunkten liegen und bis zu einem späteren Montagestadium unentdeckt bleiben.
- Arbeitsablaufunterbrechung: Der logistische Aufwand, schwere Komponenten vom Band in einen temperaturgeregelten CMM-Raum zu transportieren, gefolgt von langwieriger Vorrichtungseinrichtung, bindet Teile und Personal von wertschöpfenden Tätigkeiten ab.
- Auditbereitschaft: Die Einhaltung moderner Qualitätsstandards (IATF 16949, ISO 10360) und das Bestehen von Kundenaudits erfordern nachvollziehbare, umfassende Daten. Berichte, die aus manuellen Messungen zusammengestellt werden, fehlt oft die vollflächige Datenintegrität und integrierte Nachverfolgbarkeit, die für eine zuverlässige Konformität erforderlich ist.
Lösungsdesign-Ansatz
Ein Scanner-Messworkflow ändert das Paradigma von der spärlichen Stichprobenmessung zur flächendeckenden Datenerfassung. Ziel ist die Implementierung eines Scanner-Messsystems direkt am Fertigungsband oder Wareneingang, das folgende Funktionen erfüllt:

- Erfasst die vollständige Oberflächengeometrie eines Bauteils in wenigen Minuten und erzeugt eine dichte Punktwolke für ganzheitliche Analysen.
- Liefert messtechnische Genauigkeit, die nach internationalen Standards rückverfolgbar ist, sodass die Daten für die Erstmusterprüfung (EMP) und Lieferantenvalidierung gültig sind.
- Lässt sich nahtlos in vorhandene GD&T-Analysesoftware integrieren, um die Berichterstellung zu automatisieren, wobei wichtige Metadaten (Bediener, Zeitstempel, Umgebungsbedingungen) integriert werden.
- Arbeitet zuverlässig in industriellen Umgebungen außerhalb von Labors mit minimaler Aufwärm- und Einrichtungszeit.
Implementierungsprozess
- Vorbereitung: Das Bauteil wird auf einer stabilen Oberfläche oder einem einfachen Drehtisch platziert. Für den INSVISION AlphaScan, werden Zielmarken aufgebracht, wenn das Teil keine natürliche optische Textur aufweist. Das System benötigt weniger als zwei Minuten Aufwärmzeit, um thermische Stabilität zu erreichen.
- Scannen: Während des Scanner-Messvorgangs erfasst der Bediener die Geometrie des Bauteils mit dem Handgerät. Systeme mit strukturiertem blauem Licht, wie der INSVISION AlphaScan mit seinen gekreuzten Laserlinien, erfassen schnell hochauflösende Daten (Millionen von Punkten pro Sekunde), auch auf dunklen oder glänzenden bearbeiteten Oberflächen.
- Datenverarbeitung und Ausrichtung: Die Punktwolke wird automatisch an das nominale CAD-Modell mithilfe von Best-Fit- oder Bezugsausrichtungsverfahren in der messtechnischen Softwareplattform ausgerichtet. Dadurch wird ein digitaler Zwilling des physischen Teils erstellt.
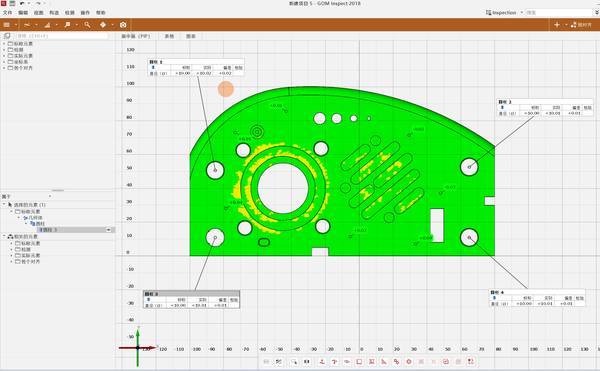
- Analyse und Berichterstellung: Vorprogrammierte GD&T-Routinen (basierend auf ASME Y14.5) laufen automatisch auf der gesamten Punktwolke ab. Die Software berechnet Abweichungen für jede angegebene Toleranz – Ebenheit, Position, Profil – und erstellt eine farbcodierte Abweichungskarte.
- Ausgabe: Das System erstellt einen vollständigen digitalen Bericht mit der Abweichungskarte, einem Bestanden/Nicht Bestanden-Status für jedes Merkmal und einem vollständigen Auditpfad, bereit für interne Überprüfungen, Lieferantenkommunikation oder formelle Audit-Einreichung.
Eignung von INSVISION Produkten für diesen Anwendungsfall
Für die Automobil-Serienprüfung erfüllt die INSVISION AlphaScan-Serie die Kernanforderungen an ein produktionsreifes Scanner-Messgerät. Der Nutzen des INSVISION AlphaScan in diesem Szenario ergibt sich aus spezifischen Fähigkeiten:

- Messtechnische Genauigkeit: Mit einer volumetrischen Genauigkeitsspezifikation von 0,020 mm, nach ISO 10360-2-Protokollen überprüft, liefert der INSVISION AlphaScan zuverlässige Daten für EMP und Konformitätsdokumentation, die die Lücke zwischen Labor-CMMs und Verbraucher-Scannern schließt.
- Geschwindigkeit und Robustheit für die Fertigung: Die schnelle Aufwärmung und rasche Datenerfassung reduzieren die Zykluszeit pro Teil erheblich. Der Betriebstemperaturbereich des INSVISION AlphaScan (-10 °C bis 40 °C) gewährleistet stabile Leistung in den meisten Fertigungsanlagen, ohne dass eine kontrollierte Messtechniklaborumgebung erforderlich ist.
- Integrierter Software-Workflow: Das INSVISION-System liefert saubere, hochgenaue Punktwolkendaten direkt in gängige GD&T-Analyseprogramme. Dadurch werden Konvertierungsfehler und manuelle Datenverarbeitung eliminiert, sodass die Erstellung von auditfähigen Berichten mit integrierten Nachverfolgungsmetadaten automatisiert wird.
Beobachtbare Ergebnisse
Die Einführung eines Scanner-Messansatzes für die Serienprüfung führt zu spürbaren betrieblichen Verbesserungen:
- Der Prüfdurchsatz steigt deutlich, sodass häufigere oder sogar 100 %-Prüfungen von kritischen Chargen ohne Rückstau möglich sind.
- Qualitätsteams erhalten jetzt das vollständige Bild der Teilekonformität, was von der Sicherheit statistischer Stichproben zu Gewissheit auf Basis gesamter Oberflächen wechselt. Dies ermöglicht in der Regel eine frühere Erkennung von Werkzeugverschleiß oder Prozessabweichungen.
- Der automatisierte, digitalisierte Berichterstellungsprozess reduziert den Verwaltungsaufwand für die Zusammenstellung und Formatierung von Prüfdaten für Audits drastisch.
- Die Möglichkeit, hochgenaue Prüfungen direkt am Band durchzuführen, minimiert Teilehandling und Logistikaufwand, sodass Komponenten und Personal sich auf den Produktionsfluss konzentrieren können.
Branchenerweiterung und Anwendungsübertragbarkeit
Das Serienprüfungszenario für komplexe, eng tolerierte Komponenten ist nicht auf die Automobilbranche beschränkt. Hersteller in allen Branchen, die Maßkonformität und hohen Durchsatz priorisieren, profitieren von der 3D-Scantechnologie:
- Luft- und Raumfahrt: Prüfung von Turbinenschaufeln, Strukturhalterungen und komplexen Leitungen, bei denen das vollständige Oberflächenprofil kritisch ist.
- Schwermaschinenbau und Energie: Große Gussteile und Schweißkonstruktionen für Pumpen, Ventile und Hydraulikkomponenten erfordern die Überprüfung von Form und Passgenauigkeit.
- Präzisionsfertigung: Serienvalidierung von komplexen Spritzgussformen, Werkzeugen und Prototypen in Lieferketten für medizinische Geräte und Unterhaltungselektronik.
Letztendlich verfolgen alle diese Anwendungen das gleiche Ziel: die effiziente Validierung ganzer Oberflächen statt nur einzelner Punkte, um Produktionsrisiken zu reduzieren und Konformität zu vereinfachen.

Strategische Auswirkung auf die Qualitätssicherung
Die Herausforderung der Serienprüfung von Automobilkomponenten unterstreicht einen breiteren Wandel in der industriellen Qualitätskontrolle. Heute werden Daten gefordert, die nicht nur genau, sondern auch vollständig, nachvollziehbar und effizient erfasst sind.
Scanner-Messsysteme wie der INSVISION AlphaScan, die aufgrund ihrer messtechnischen Grundlagen und produktionsgerechten Konstruktion ausgewählt werden, verwandeln die Prüfung von einem Engpass in einen optimierten, datenreichen Prozess.
Dies ermöglicht es Herstellern, strenge Konformitätsstandards einzuhalten und gleichzeitig die Geschwindigkeitsanforderungen moderner Lean-Produktion zu erfüllen, sodass die Qualitätsprüfung letztendlich zu einem Wettbewerbsvorteil wird.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China