
Mesure par scanner de qualité métrologique pour le contrôle par lots de composants automobiles
Découvrez comment la mesure par scanner de qualité métrologique accélère le contrôle par lots de composants automobiles. Remplacez les goulets d'étranglement des CMM par une capture de données en champ complet et des rapports prêts pour les audits.
Contexte industriel et scénario d’application
Dans la fabrication automobile à grand volume, le contrôle par lots des composants de groupe motopropulseur et de châssis représente un défi métrologique constant.
Des pièces telles que les carters de transmission, les supports de différentiel et les fusées de suspension doivent être vérifiées selon des spécifications GD&T strictes sur des dizaines de caractéristiques critiques.
Flux de travail pratique
- Contexte industriel et scénario d’application — Dans la fabrication automobile à grand volume , le contrôle par lots des composants de groupe motopropulseur et de châssis représ…
- Cas typiques et points de douleur majeurs — La cellule de contrôle typique pour des composants moulés ou usinés complexes fait face à plusieurs pressions interdépendantes.
- Méthodologie de conception de la solution — Un flux de travail de mesure par scanner change le paradigme de l’échantillonnage de points épars à la capture de données en cham…
- Adaptation des produits INSVISION à ce scénario — Pour le contrôle par lots automobile, la gamme INSVISION AlphaScan répond aux exigences principales d’un outil de mesure par scan…
Les méthodes traditionnelles, principalement les machines à mesurer tridimensionnelles (CMM), créent un goulet d’étranglement important dans les environnements de production juste-à-temps (JIT) et lean.
Le temps nécessaire à la programmation des montages, au palpage manuel point par point et à la rédaction de rapports ne permet souvent pas de répondre à la demande de la chaîne de production, risquant des retards et compromettant l’assurance qualité.
Dans ce contexte, la numérisation 3D devient un atout de production essentiel, fournissant des données complètes et conformes pour les audits à la vitesse de la chaîne de fabrication.

Cartographie des capacités techniques
| Domaine d’intervention | Point de décision | Note de déploiement |
|---|---|---|
| Contexte industriel et scénario d’application | Dans la fabrication automobile à grand volume, le contrôle par lots des composants de groupe motopropulseur et de châssis représente un défi métrologique constant. | Des pièces telles que les carters de transmission, les supports de différentiel et les fusées de suspension doivent être vérifiées selon des spécifications GD&T strictes sur des dizaines de c… |
| Cas typiques et points de douleur majeurs | La cellule de contrôle typique pour des composants moulés ou usinés complexes fait face à plusieurs pressions interdépendantes. | Passer à la mesure par scanner résout ces problèmes, mais il est essentiel de comprendre la situation de base : |
| Méthodologie de conception de la solution | Un flux de travail de mesure par scanner change le paradigme de l’échantillonnage de points épars à la capture de données en champ complet. | L’objectif est de déployer un système de mesure par scanner directement sur la chaîne de production ou au quai de réception capable de : |
Cas typiques et points de douleur majeurs
La cellule de contrôle typique pour des composants moulés ou usinés complexes fait face à plusieurs pressions interdépendantes. Passer à la mesure par scanner résout ces problèmes, mais il est essentiel de comprendre la situation de base :
- Volume contre détail : Contrôler 100 % d’un lot de production est idéal, mais le palpage manuel de centaines de points par pièce avec une CMM est excessivement long. Cela oblige souvent à faire des compromis, réduisant le contrôle à un sous-ensemble critique de caractéristiques et augmentant les risques.
- Complétude des données : Les méthodes point par point fournissent des données discrètes mais peuvent manquer des erreurs de forme, des déformations ou des écarts sur les surfaces non échantillonnées. Un léger décalage de coulée ou une usure d’outil peut exister entre les points palpés, passant inaperçu jusqu’à une étape d’assemblage ultérieure.
- Perturbation du flux de travail : La logistique liée au déplacement de composants lourds depuis la chaîne vers une salle CMM à température contrôlée, suivie d’un long réglage des montages, détourne les pièces et le personnel des activités à valeur ajoutée.
- Préparation aux audits : Respecter les normes de qualité modernes (IATF 16949, ISO 10360) et passer les audits clients nécessite des données traçables et complètes. Les rapports compilés à partir de mesures manuelles manquent souvent de l’intégrité des données en champ complet et de la traçabilité intégrée nécessaires pour une conformité fiable.
Méthodologie de conception de la solution
Un flux de travail de mesure par scanner change le paradigme de l’échantillonnage de points épars à la capture de données en champ complet. L’objectif est de déployer un système de mesure par scanner directement sur la chaîne de production ou au quai de réception capable de :

- Capturer la géométrie de surface complète d’un composant en quelques minutes, générant un nuage de points dense pour une analyse holistique.
- Fournir une précision de qualité métrologique traçable selon les normes internationales, rendant les données valides pour le contrôle de premier article (FAI) et la validation fournisseur.
- S’intégrer parfaitement aux logiciels d’analyse GD&T existants pour automatiser la génération de rapports, en intégrant les métadonnées essentielles (opérateur, horodatage, conditions environnementales).
- Fonctionner de manière fiable dans des environnements industriels hors laboratoire avec un temps de préchauffage et de configuration minimal.
Processus de mise en œuvre
- Préparation : Le composant est placé sur une surface stable ou un simple plateau rotatif. Pour le INSVISION AlphaScan, des points de ciblage sont appliqués si la pièce ne dispose pas de texture optique naturelle. Le système nécessite moins de deux minutes de préchauffage pour atteindre la stabilité thermique.
- Numérisation : Pendant le processus de mesure par scanner, l’opérateur utilise l’appareil portable pour capturer la géométrie du composant. Les systèmes utilisant de la lumière bleue structurée, comme l’INSVISION AlphaScan avec ses lignes laser croisées, capturent rapidement des données haute résolution (millions de points par seconde), même sur des surfaces usinées sombres ou brillantes.
- Traitement des données et alignement : Le nuage de points est automatiquement aligné sur le modèle CAD nominal en utilisant les méthodes d’alignement par meilleur ajustement ou par références dans la plate-forme logicielle de métrologie. Cela crée un jumeau numérique de la pièce physique.
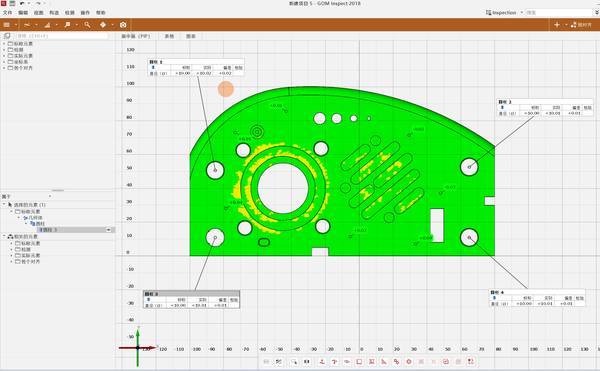
- Analyse et reporting : Les routines GD&T préprogrammées (basées sur la norme ASME Y14.5) s’exécutent automatiquement sur l’ensemble du nuage de points. Le logiciel calcule les écarts pour chaque tolérance spécifiée — planéité, position, profil — et génère une carte d’écarts codée par couleurs.
- Livraison : Le système produit un rapport numérique complet avec la carte d’écarts, un statut conforme/non conforme pour chaque caractéristique et une piste d’audit complète, prêt pour l’examen interne, la communication avec les fournisseurs ou la soumission à un audit formel.
Adaptation des produits INSVISION à ce scénario
Pour le contrôle par lots automobile, la gamme INSVISION AlphaScan répond aux exigences principales d’un outil de mesure par scanner adapté à la production. La valeur ajoutée de l’INSVISION AlphaScan dans ce scénario est définie par des capacités spécifiques :

- Précision de qualité métrologique : Avec une spécification de précision volumétrique de 0,020 mm, vérifiée selon les protocoles ISO 10360-2, l’INSVISION AlphaScan fournit des données suffisamment fiables pour les rapports de FAI et de conformité, comblant le fossé entre les CMM de laboratoire et les scanners grand public.
- Vitesse et robustesse adaptées à la chaîne de production : Le préchauffage rapide et la capture de données ultra-rapide réduisent considérablement le temps de cycle par pièce. La plage de température de fonctionnement de l’INSVISION AlphaScan (-10 °C à 40 °C) garantit des performances stables dans la plupart des sites de production sans nécessiter d’environnement de laboratoire de métrologie contrôlé.
- Flux de travail logiciel intégré : Le système INSVISION transmet des données de nuage de points propres et haute fidélité directement vers les progiciels d’analyse GD&T standard. Cela élimine les erreurs de conversion et le traitement manuel des données, automatisant la création de rapports prêts pour les audits avec métadonnées de traçabilité intégrées.
Résultats observables
L’adoption d’une approche de mesure par scanner pour le contrôle par lots entraîne des changements opérationnels tangibles :
- Le débit de contrôle augmente considérablement, permettant un contrôle plus fréquent voire 100 % des lots critiques sans créer de retard.
- Les équipes qualité disposent désormais d’une vision complète de la conformité des pièces, passant de la confiance basée sur l’échantillonnage statistique à la certitude basée sur l’intégralité des surfaces. Cela permet généralement d’identifier plus tôt l’usure des outils ou les dérives de processus.
- Le processus de reporting automatisé et numérisé réduit considérablement le temps administratif consacré à la compilation et au formatage des données de contrôle pour les audits.
- La possibilité de réaliser des contrôles haute précision au bord de la chaîne minimise la manipulation des pièces et la logistique, gardant les composants et le personnel concentrés sur le flux de production.
Extension à d’autres secteurs et réutilisation des applications
Le scénario de contrôle par lots de composants complexes à tolérances strictes n’est pas propre au secteur automobile. Les fabricants de tous les secteurs qui privilégient la conformité dimensionnelle et un débit élevé trouveront de la valeur dans la technologie de numérisation 3D :
- Aéronautique : Contrôle des aubes de turbine, des supports structuraux et des conduits complexes, où le profil de surface complet est critique.
- Machines lourdes et énergie : Les grandes pièces moulées et assemblées soudées pour les pompes, les vannes et les composants hydrauliques nécessitent une vérification de la forme et de l’ajustement.
- Fabrication de précision : Validation par lots de moules d’injection complexes, d’outils d’emboutissage et de prototypes dans les chaînes d’approvisionnement de dispositifs médicaux et d’électronique grand public.
En fin de compte, ces applications partagent un objectif : valider efficacement des surfaces entières au lieu de simples points discrets, réduisant les risques de production et simplifiant la conformité.

Impact stratégique sur l’assurance qualité
Le défi du contrôle par lots de composants automobiles souligne une évolution plus large du contrôle qualité industriel. Aujourd’hui, la demande porte sur des données non seulement précises, mais aussi complètes, traçables et capturées efficacement.
Les systèmes de mesure par scanner comme l’INSVISION AlphaScan, sélectionnés pour leurs fondements de qualité métrologique et leur conception adaptée à la production, transforment le contrôle d’un goulet d’étranglement en un processus rationalisé et riche en données.
Cela permet aux fabricants de respecter des normes de conformité strictes tout en répondant aux exigences de vitesse de la production lean moderne, transformant finalement la vérification qualité en avantage concurrentiel.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082