
Полнополевые 3D-измерения для крупносерийной сборки
Узнайте, как высокоточные оптические 3D-измерения устраняют узкие места при работе с координатно-измерительными машинами (CMM) на линиях крупносерийной сборки. Изучите критерии оценки оборудования для производственных цехов.
Представьте линию штамповки автомобильных деталей крупносерийного производства, остановленную в ожидании, пока координатно-измерительная машина (CMM) измерит несколько точек на сложной панели двери. Эта выборочная проверка по отдельным точкам, стандартная для традиционного контроля качества, все меньше соответствует требованиям бережливого производства и Индустрии 4.0 к получению непрерывных данных по всей площади детали.
Менеджерам по качеству необходимо контролировать геометрические размеры и допуски (GD&T) по всей партии продукции в соответствии со стандартами ISO/ASME без снижения темпа производства (такт-тайма).
Этот переход от единичных проверок к сплошному контролю качества по всей площади детали открывает перед высокоточными оптическими 3D-измерительными системами возможность создания параллельного неконтактного потока контроля. За счет получения миллионов измерений в секунду и формирования цветовых карт отклонений эти системы позволяют поддерживать метрологическую точность непосредственно на производственной площадке.
Ключевая задача инженеров — оценить, насколько техническая архитектура сканера (устойчивость к отражающей способности поверхностей, производительность в ограниченном пространстве, скорость формирования отчетов) соответствует геометрии конкретных деталей и ритму рабочих процессов.

Проектирование оптической стабильности для условий производственного цеха
Использование лабораторной точности измерений непосредственно в производственном цехе требует создания оптических систем, адаптированных к переменным промышленным условиям. INSVISION разрабатывает свои платформы для 3D-измерений на основе собственных алгоритмов структурированного освещения и обработки облаков точек с поддержкой ИИ, чтобы преодолеть этот разрыв. Основная сложность — сохранение метрологической стабильности при вибрациях, перепадах температур и изменении уровня внешнего освещения.
INSVISION решает эту задачу за счет тщательной калибровки сенсоров и улучшенных глобальных систем управления, что гарантирует стабильность измерений крупногабаритных деталей, таких как аэрокосмической отрасли обшивки крыльев или несущих конструкций автомобилей.
Этот инженерный подход подтвержден международными сертификатами (CE, FCC, CNAS) и обеспечивает высокую скорость сканирования — до 7,1 миллиона измерений в секунду, превращая контроль из периодического узкого места в непрерывный цикл обратной связи непосредственно на линии сборки.
Область применения ручного сканера: AlphaScan в условиях производства с широкой номенклатурой
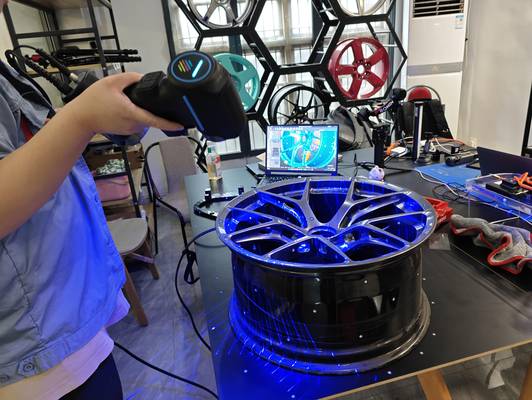
Для гибкого производства с широкой номенклатурой изделий портативные инструменты должны сочетать скорость работы и точность. INSVISION AlphaScan ручной сканер разработан специально для таких условий: он выполняет до 7,1 миллиона измерений в секунду, что позволяет быстро оцифровывать партии деталей. Отслеживание без использования маркеров обеспечивает неограниченную мобильность, что делает его подходящим для контроля крупных сварных конструкций непосредственно на месте производства или сложных литых деталей в ограниченном пространстве ремонтных зон.
Оптимизированный для неконтактного сбора данных по площади и объему детали, он передает плотные облака точек через высокоскоростной интерфейс USB и использует рабочие процессы на основе ИИ для немедленного формирования цветовых карт отклонений. Тем не менее, инженерам необходимо проверять его производительность с учетом двух ключевых граничных условий: размеров контролируемой детали и уровня освещения в производственном цехе.
Например, для успешного внедрения при контроле первой партии композитных панелей необходимо предварительно проверить плотность облака точек на поверхности детали из конкретного материала перед запуском полного цикла контроля.
Практический рабочий процесс: от облака точек до решения о соответствии/несоответствии
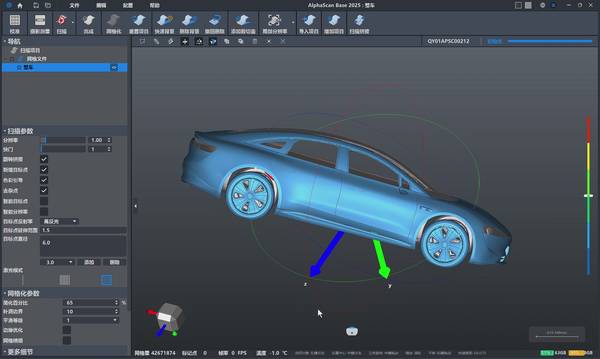
Преобразование плотного облака точек в однозначное заключение о качестве должно быть упрощенным и отслеживаемым процессом. Рабочий процесс включает совмещение данных сканирования с эталонной CAD-моделью, формирование визуальной карты отклонений и многомерную проверку на соответствие инженерным допускам.
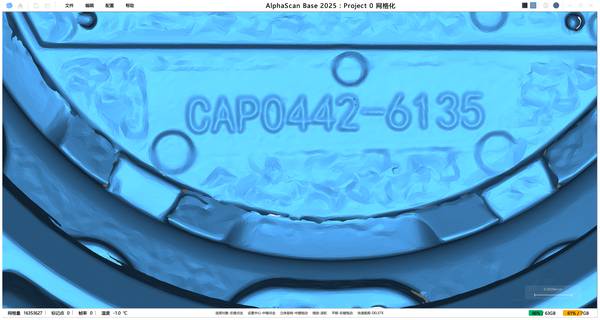
При проверке деталей, изготовленных методом аддитивного производства, или контроле выравнивания компонентов аэрокосмической техники программное обеспечение INSVISION визуализирует отклонения в виде интуитивно понятных цветовых карт.
Надежность этого процесса зависит от исходных данных: менеджерам по качеству следует оценивать плотность облака точек на критических поверхностях, например на изогнутом краю корпуса линзы, изготовленного методом литья под давлением. Мы рекомендуем на этапе первичной проверки процесса сопоставлять результаты оптических измерений с показаниями традиционных измерительных инструментов для формирования базовой линии.
После подтверждения производительности команды могут перейти к полному оптическому контролю, используя экспорт отчетов в один клик, которые напрямую интегрируются в циклы документации по бережливому производству и протоколы аудитов по стандартам AS9100 или IATF без нарушения ритма производства.
Оценка соответствия системы вашей производственной линии
Выбор системы 3D-измерений — это не стандартная процедура закупки. Она требует объективной оценки того, насколько технология соответствует вашим конкретным производственным условиям. Сосредоточьтесь на трех конкретных аспектах: сценарии использования для ваших деталей, месте проведения контроля и требуемом формате выходных данных. Например, контроль сильно отражающей лопатки турбины ставит совершенно другие задачи, чем контроль полимерной детали с матовой поверхностью.
Аналогично, сканер для установки в ограниченном пространстве роботизированной ячейки должен иметь другую форму, чем сканер для работы на открытом сборочном стенде.
INSVISION рекомендует в качестве обязательного шага провести тестовое сканирование образцов ваших деталей. Это позволит вашей инженерной команде оценить результаты работы сканера — цветовую карту отклонений и панель управления контроля — на ваших реальных деталях и в ваших существующих шаблонах отчетов. Это самый эффективный способ проверить соответствие ритму вашего производства и снизить риски при интеграции.

Поддержание глобальной единообразия измерений за счет калибровки и технической поддержки
Достижение единых стандартов 3D-измерений на нескольких производственных площадках по всему миру выходит за рамки простой установки оборудования. Оно требует постоянной работы по внедрению локализованных протоколов калибровки и комплексного обучения метрологических команд. INSVISION обеспечивает эту единообразие, гарантируя, что данные, полученные на сканирующей площадке в одном регионе, соответствуют глобальным эталонным точкам инженерных измерений.
Цель — сделать сами данные контроля (совмещенные облака точек и отчеты об отклонениях) основным отслеживаемым документом о качестве.
Перед масштабированием внедрения мы рекомендуем выполнить практический подготовительный шаг: провести тестирование на типичной образцовой детали, которая отражает стандартные производственные задачи вашего предприятия. Проследите за всем процессом: от настройки сканера в планируемом месте использования до формирования итогового отчета.
Это позволяет принимать решение на основе реальных эксплуатационных условий, гарантируя сохранение прослеживаемости измерений от производственного цеха до итоговой панели управления качеством.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121