
Руководство по промышленному контролю с помощью 3D-сканера
В этой статье мы разбираем совмещение маневренности ручных сканеров со стабильностью метрологического класса, процедуры сертификации и валидации от наковальни до журнала аудита, точки интеграции в производственные процессы и другие важные темы.
Совмещение маневренности ручного устройства со стабильностью метрологического класса
В кузнечном цехе качество получаемых данных часто зависит от последнего часа смены сканирования. Усталость оператора становится измеримой переменной: слабая дрожь в руках и смещение положения снижают согласованность облака точек.

Краткий обзор сценария
Практичнее всего читать статью через такой сценарий:
- Совмещение маневренности ручного устройства со стаб…: В кузнечном цехе качество получаемых данных часто зависит от последнего часа смены сканирования.
- Пояснения терминов: Вес ручного сканера AlphaScan составляет 1070 г — этот показатель был подтвержден в ходе длительных нагрузочных ис…
- Сертификация и валидация: от наковальни до журнала…: Точность должна быть подтверждаемой — как на производственной площадке, так и при аудите качества.
Инженеры INSVISION решили этот парадокс соотношения веса и точности за счет итеративной разработки корпуса устройства.
Пояснения терминов
В кузнечном цехе качество получаемых данных часто зависит от последнего часа смены сканирования.
Сертификация и валидация: от наковальни до журнала ауди…Точность должна быть подтверждаемой — как на производственной площадке, так и при аудите качества.
Точки интеграции: соответствие возможностей сканера реа…При выборе 3D-сканера метрологического класса необходимо соотнести возможности сенсора с конкретными ограничениями производс…
Развитие вместе с производственной линией: путь от стат…Высокоточный 3D-сканер должен быть динамическим активом, а не статическим капиталовложением.
Вес ручного сканера AlphaScan составляет 1070 г — этот показатель был подтвержден в ходе длительных нагрузочных испытаний в течение рабочих смен.
Модульная архитектура позволяет заменять аккумулятор «на горячую», не меняя положение устройства в руке, что снижает накопительную усталость, из-за которой падает повторяемость измерений.
Инженерные решения не ограничиваются только эргономикой. Алгоритмы выравнивания на базе ИИ компенсируют микродвижения, а поле зрения, увеличенное на 40%, снижает нагрузку на сшивку данных при сканировании больших поверхностей, таких как штамповые блоки или композитные панели.
В результате обеспечивается стабильная плотность облака точек даже при сканировании сложных криволинейных поверхностей в конце рабочей смены.
Для команд, которые выбирают ручные 3D-сканеры ключевой вопрос смещается с пиковой точности к стабильной точности в течение всей работы: как система показывает себя при сканировании деталей вашей геометрии во время последнего замера в день?

Сертификация и валидация: от наковальни до журнала аудита
Точность должна быть подтверждаемой — как на производственной площадке, так и при аудите качества. Технологическая платформа INSVISION имеет сертификаты CE, FCC и CNAS, что позволяет использовать устройства по всему миру.
Эта метрологическая надежность была подтверждена в ходе пилотного проекта с производителем тяжелого оборудования, где выполнялась оцифровка сложной V-образной вогнутой поверхности кузнечной наковальни — геометрии, с которой не справляются традиционные инструменты.
Сканер успешно захватил все контуры наковальни для формирования отчета о соответствии размеров.
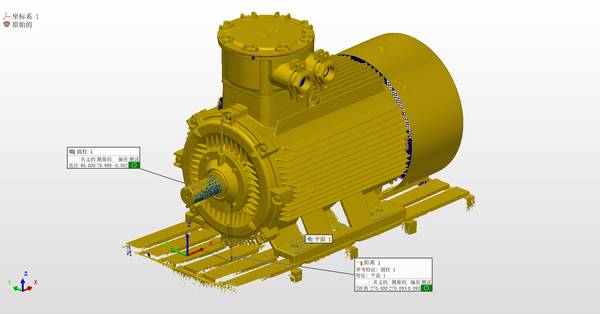
Для крупногабаритных сборок фотограмметрические масштабные линейки формируют глобальную систему координат, что значительно снижает накопленную ошибку при сканировании больших заготовок. Такая конфигурация обеспечивает прослеживаемость во всем рабочем объеме измерений, что критично для крупногабаритных изделий.
Рабочий процесс завершается оптимизированной отчетностью: генерация анализа допусков (GD&T) и визуальных карт отклонений, накладываемых непосредственно на 3D-модель, выполняется в один клик.
Полученные данные интегрируются в системы управления качеством, что позволяет принимать быстрые обоснованные решения без ручной обработки информации.
Точки интеграции: соответствие возможностей сканера реальным условиям производства
При выборе 3D-сканера метрологического класса необходимо соотнести возможности сенсора с конкретными ограничениями производства.
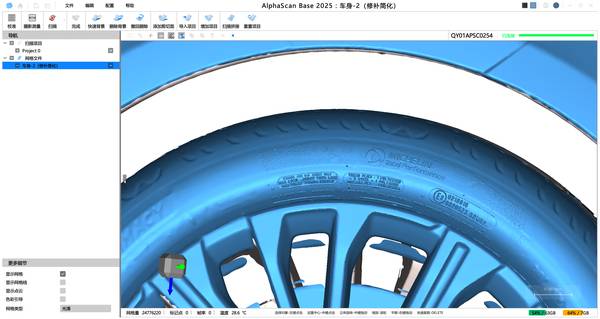
Серия INSVISION AlphaScan разработана для сложных производственных задач, таких как контроль глубоких отверстий в блоках двигателей или валидация скрытых полостей в деталях, полученных методом аддитивного производства.
Единая синяя лазерная линия особенно эффективна в таких сценариях: она справляется с отражающими или темными поверхностями, с которыми не работают другие технологии.

Успешная интеграция требует проверки на месте. Менеджерам по качеству необходимо подтвердить выполнение нескольких граничных условий: протестировать процедуру калибровки при освещении, характерном для вашего предприятия, подтвердить метрологическую точность системы 0,020 мм на типовой детали, а также оценить, как вес устройства 1070 г влияет на мобильность оператора на ваших рабочих станциях.
Такая подготовка гарантирует, что инструмент адаптируется к разному такту производства, поддерживая весь спектр задач — от формирования отчетов о контроле первой детали до экспорта данных для обратного инжиниринга.
Развитие вместе с производственной линией: путь от статического инструмента к динамическому активу
Высокоточный 3D-сканер должен быть динамическим активом, а не статическим капиталовложением.
Цикл разработки продуктов INSVISION формируется на основе прямой обратной связи от полевых инженеров — будь то потребность в специальной конфигурации синего лазера для сканирования глубоких отверстий или оптимизации прошивки для автоматизированных конвейеров данных.
Такое постоянное совершенствование превращает сканер в активный узел экосистемы контроля качества умной фабрики.
Дорожная карта разработки направлена на улучшение интеллектуального контроля на базе ИИ, чтобы соответствовать ритмам автоматизированного производства и обеспечивать бесперебойную передачу данных от сканирующей головки до итоговой записи о качестве.
Чтобы оценить, соответствует ли это направление развития вашим операционным потребностям, начните с определения ваших конкретных параметров: материал и размер деталей, пороговые значения допусков, а также требуемый формат отчетности для вашей системы управления качеством.
Это позволяет добиться технического соответствия исходя из реальных потребностей приложения, а не только заявленных спецификаций.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121