
多品種少量生産の品質保証を支える3Dスキャニング手法 — INSVISION AlphaScanが現場で示す実用性
メタディスクリプション: 複雑形状部品の初品検査や工程内寸法確認において、従来の接触式測定では対応が難しかったリードタイムと再現性の課題。本稿では、 INSVISION の AlphaScan シリーズを軸に、実際の製造現場で3Dスキャニング手法をどのように組み込み、検査プロセスを再構築するかを解説する。
メタディスクリプション: 複雑形状部品の初品検査や工程内寸法確認において、従来の接触式測定では対応が難しかったリードタイムと再現性の課題。本稿では、INSVISIONのAlphaScanシリーズを軸に、実際の製造現場で3Dスキャニング手法をどのように組み込み、検査プロセスを再構築するかを解説する。
製造業の品質保証部門と生産技術部門は今、二つの相反する要求に直面している。一つは、多品種少量生産の拡大に伴い、段取り替えのたびに発生する初品検査や工程内抜き取り検査の頻度が増していること。もう一つは、品質データのトレーサビリティとデジタル化を進めるIndustry 4.0の流れの中で、検査結果を単なる合否判定ではなく、後工程や設計へのフィードバックに活かせる「計測データ」として残す必要があることだ。
こうした要求に対し、従来の三次元測定機(CMM)やハイトゲージ、ノギスを主体とした検査工程は、測定に要する時間と得られるデータの密度の両面で限界を迎えつつある。特に、鋳造品や樹脂成形品、板金溶接アセンブリのように、設計意図として自由曲面を含む部品では、数十点のタッチプローブ測定では形状全体の傾向を捉えきれず、検査の確からしさそのものが問われるケースが増えている。
こうした背景から、非接触の3Dスキャニング手法を品質工程に組み込む動きが、自動車部品、航空機部品、産業機械、医療機器など幅広い分野で加速している。本稿では、INSVISIONのAlphaScanシリーズを例に、実際の製造現場で3Dスキャニング手法がどのように運用され、どのような業務改善につながるのかを、具体的な工程の流れに沿って解説する。
現場が抱える典型的な課題
ある中堅の精密鋳造メーカーを想定しよう。同社では、月に数十種類の異なる部品を生産しており、ロットサイズは数十個から数百個と小さい。各ロットの初品は、三次元測定機で図面寸法に対する合否を確認するが、複雑な中子形状や肉厚分布を持つ部品では、測定プログラムの作成だけでも数時間を要し、測定自体も1点ずつのタッチプローブでは半日以上かかることが珍しくない。
選定項目と現場確認
| 確認項目 | 判断ポイント | 導入メモ |
|---|---|---|
| 現場が抱える典型的な課題 | ある中堅の精密鋳造メーカーを想定しよう。 | 同社では、月に数十種類の異なる部品を生産しており、ロットサイズは数十個から数百個と小さい。 |
| 3Dスキャニング手法を軸にした解決アプローチ | 上記の課題に対し、非接触の3Dスキャニング手法を導入する際の基本的な考え方は、「点」から「面」へ、そして「単独検査」から「デジタルデータの流れ」へと計測プロセスを転換することにある。 | 具体的には、ブルーレーザーや構造化光を用いたハイエンドの3Dスキャナを工程内に配置し、対象ワークの全面形状を短時間で点群データとして取得する。 |
| 現場への導入プロセス | 実際の製造現場に3Dスキャニング手法を導入する際の標準的な流れを、INSVISION AlphaScanを例に説明する。 | ここでは、前出の精密鋳造部品の初品検査を想定する。 |
| INSVISION AlphaScanがこのシナリオに適する理由 | 上記のプロセスを支えるAlphaScanの技術的特徴は、現場の要求と直接結びついている。 | ワーク条件、検査タクト、データ出力要件に照らして確認します。 |
さらに深刻なのは、測定結果が「点」の情報でしかないことだ。例えば、ある鋳物部品の反りやひけを評価したい場合、CMMでは事前に決めた測定点以外の変形を見逃すリスクがある。また、測定者のスキルやプローブの当て方によって値がばらつくため、夜間の無人測定が難しく、検査がボトルネックになりやすい。
こうした現場では、以下のような要求が顕在化している。
- 複雑形状でも短時間で面全体の形状を取得し、設計データとの差分を可視化したい。
- 測定結果を誰が実施しても再現性の高いデジタルデータとして残し、後工程や取引先との情報共有に活用したい。
- 検査のリードタイムを圧縮し、生産の立ち上がりを早めたい。
3Dスキャニング手法を軸にした解決アプローチ
上記の課題に対し、非接触の3Dスキャニング手法を導入する際の基本的な考え方は、「点」から「面」へ、そして「単独検査」から「デジタルデータの流れ」へと計測プロセスを転換することにある。
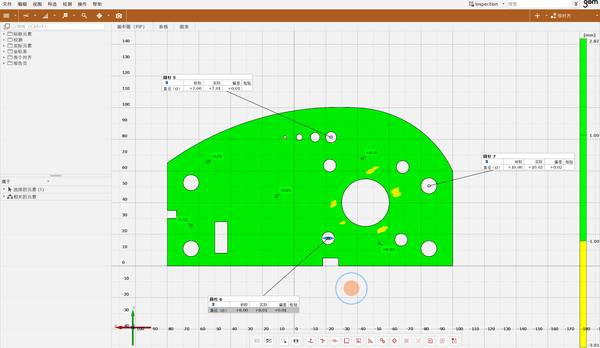
具体的には、ブルーレーザーや構造化光を用いたハイエンドの3Dスキャナを工程内に配置し、対象ワークの全面形状を短時間で点群データとして取得する。取得した点群は、CADモデルや参照マスターデータと重ね合わせ、偏差マップ(カラーマップ)として直感的に形状の良否を判断できる形に処理する。さらに、幾何公差(GD&T)の評価や、寸法レポートの自動生成までを一気通貫で行うことで、検査工程そのものをデータ駆動型に変える。
このアプローチが有効なのは、単に測定が速くなるからだけではない。面全体の形状をデジタルツインとして残せることで、後日、別の寸法を追加で確認したくなった場合でも、現物を再測定する必要がなく、保存された点群データから再評価できる点が、多品種少量生産における品質保証の考え方を大きく変える。
現場への導入プロセス
実際の製造現場に3Dスキャニング手法を導入する際の標準的な流れを、INSVISION AlphaScanを例に説明する。ここでは、前出の精密鋳造部品の初品検査を想定する。
- スキャン準備とキャリブレーション
ワークの表面状態(光沢、黒色、透明など)に応じて、必要最小限のスプレー処理やマーカー貼付を行う。AlphaScanは、AIベースの露出制御とノイズフィルタリングを搭載しており、金属光沢面や暗色面でも安定した点群取得が可能だが、極端な鏡面や透明体では軽微な前処理が有効な場合がある。スキャナ本体のキャリブレーションは、付属の基準器を用いて数分で完了し、専用の技能を必要としない。
- スキャン実行
ハンディタイプのAlphaScanをワークに向け、複数角度からスキャンする。スキャン中はリアルタイムで点群が画面上に構築され、取りこぼし領域が視覚的にフィードバックされるため、測定者はその場で追加スキャンの要否を判断できる。複雑な内部形状や深いリブがある場合でも、スキャナの軽量設計とワイヤレス接続により、取り回しの制約が少ない。
- 点群処理とメッシュ生成
取得した点群データは、INSVISIONのソフトウェア上で自動的に位置合わせされ、重複領域が最適化される。AIアルゴリズムが外れ値やスパイクノイズを除去し、後工程で扱いやすい水密メッシュモデルを生成する。この処理は、従来の人手による点群編集に比べて大幅に時間を短縮し、オペレーターの経験差を吸収する。
- CAD比較と寸法評価
生成されたメッシュモデルを、設計CADデータまたは参照マスターとベストフィットさせ、偏差マップを作成する。ASME Y14.5やISO 1101に準拠したGD&T評価も可能で、指定されたデータムに基づく寸法検査レポートを自動出力する。これにより、従来はCMMで1日かかっていた初品検査が、数十分から数時間のオーダーに短縮される。
- データの保存と共有
検査結果は、点群、メッシュ、偏差マップ、レポートのすべてがデジタルデータとして保存され、社内のPLMやMESと連携可能な形式で出力できる。これにより、設計変更時の影響確認や、取引先への品質エビデンス提出が迅速化する。
INSVISION AlphaScanがこのシナリオに適する理由
上記のプロセスを支えるAlphaScanの技術的特徴は、現場の要求と直接結びついている。
- 高い計測精度と再現性:メトロロジーグレードのハードウェア設計と、温度変動に強い構造により、ISO 17025認定の校正機関でトレーサブルな精度を確保している。これにより、CMMの代替または補完として、十分な信頼性を提供する。
- AIによるスキャン最適化:表面状態をリアルタイムで解析し、レーザー出力とカメラ露出を自動調整する機能は、オペレーターのスキルに依存しない安定したデータ取得を実現する。多品種少量現場では、毎回異なる材質や色のワークを扱うため、この自動適応性がダウンタイムを減らす。
- ソフトウェアの一貫性:スキャンからレポート出力までを単一プラットフォームで完結できるため、複数ソフトウェア間のデータ変換によるエラーや手間が発生しない。これは、検査工程の標準化と属人化排除に直結する。
- 拡張性とインダストリー4.0対応:ロボットアームとの統合や、コンベア上でのインライン検査への展開も視野に入れたインターフェースを備えており、現在はオフラインの初品検査で導入したシステムを、将来は自動化セルに発展させるといった段階的な投資が可能である。
導入後に観察される変化
実際にこのような3Dスキャニング手法を導入した現場では、以下のような定性的な効果が報告されている。
- 初品検査のリードタイムが大幅に短縮され、生産開始までの待ち時間が減少した。
- 面全体の偏差マップにより、従来の点測定では見逃されていた局所的な変形やうねりが可視化され、金型修正や工程改善の具体的な手がかりが得られるようになった。
- 測定結果がデジタルデータとして蓄積されることで、類似部品の新規立ち上げ時に過去データを参照できるようになり、検査計画の立案が効率化した。
- 検査の属人性が低減し、夜間や休日の無人測定が現実的になった。
これらの変化は、単なる検査時間の短縮にとどまらず、品質データを軸にした設計・生産・品質保証の連携強化という、より本質的な価値をもたらす。
類似工程への展開と適用可能性
ここで紹介した精密鋳造部品の初品検査というシナリオは、他の製造分野にも容易に展開できる。例えば、射出成形品の寸法検査では、成形直後のワークを恒温室内でスキャンし、反りや収縮の傾向をヒートマップで評価することで、成形条件の最適化に直結する。板金溶接アセンブリでは、溶接後の歪みを全体スキャンで捉え、歪み取り工程の要否判断を定量化できる。また、摩耗した金型や経年劣化した設備部品のリバースエンジニアリングにおいても、AlphaScanで取得した高密度点群からCADモデルを再構築し、補修用図面の作成や予備品の製作に活用できる。
いずれのケースでも、共通するのは「面で捉え、データで判断する」という計測思想の転換である。従来の点測定に慣れた組織では、最初は偏差マップの解釈や点群処理のワークフローに戸惑うこともあるが、INSVISIONの提供するトレーニングとサポート体制により、短期間で現場への定着が可能である。
まとめ
多品種少量生産が常態化した今日の製造現場では、検査工程のスピードとデータの豊富さが、品質競争力を左右する。3Dスキャニング手法は、もはや特殊な研究開発用途のツールではなく、日常の品質保証業務に組み込むべき実用技術へと成熟している。INSVISION AlphaScanは、その中核を担うプラットフォームとして、複雑形状の面計測、AIによる運用容易性、そしてデジタルデータの一貫活用という三つの柱で、現場の課題に応える設計となっている。

自社の検査工程におけるボトルネックが、複雑形状の測定時間やデータの乏しさにあると感じているならば、面計測への移行を具体的に検討する段階に来ていると言えるだろう。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121