
3Dスキャン技術 産業用検査ガイド
本記事では、反射面や複雑な形状への対応、現場検証向けハンドヘルド機器の精度、点群から認定レポート作成まで、長期的な測定信頼性の確保方法を解説します。
多品種生産環境で品質管理を担当するエンジニアにとって、部品を固定座標測定機(CMM)ラボに搬送する従来のワークフローはリスクが高まっています。リーンタクトタイムを乱し、特に自動車のボディインホワイト構造やプレス金型などの複雑な複数材料アセンブリの場合、データ取得のボトルネックが発生します。
Industry 4.0へのシフトでは、バッチ処理の検査ではなく継続的なデータフローが求められます。ここで、ポータブルな計測グレード3Dスキャン技術が重要なメリットを発揮します。工場現場で直接高精度なキャプチャを可能にすることで、次のようなシステムが INSVISION は、GD&Tの検証をスケジュール上の課題から統合されたリアルタイム品質管理プロセスへと変革します。
現在の選択肢は、高コストの固定ラボの容量を拡張するか、柔軟な非接触測定プロセスを導入するかの2つです。

反射面と複雑な形状への対応
反射性のクロムトリムとつや消しプラスチックが組み合わさった複数素材のダッシュボードアセンブリの検証は、光学センサーにとって大きな課題です。INSVISIONは、自社開発の光学ハードウェアとAI駆動の点群処理を統合した独自のアーキテクチャでこの課題に対応しています。生のキャプチャデータと追跡可能な計測データをつなぐこのエンジニアリングにより、ISO監査で要求される再現性が確保されます。
本システムの青色光スキャン技術は、複雑な輪郭のエッジを高い精度で保持するよう設計されています。全世界の拠点での導入に対応して認定されていますが、極端な外光の干渉がある環境での使用時は、高精度パラメータとのアライメントを確認するためスキャン前の検証が必要です。
現場検証向けハンドヘルド機器の精度
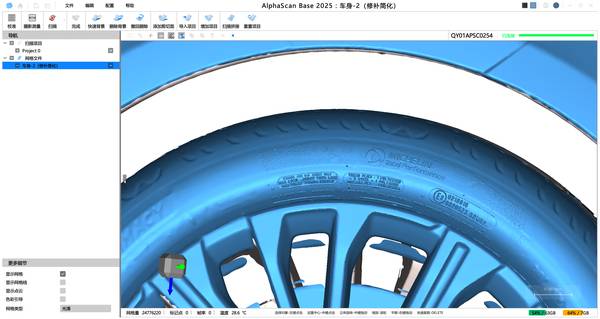
鋳造ハウジングの深いキャビティや配管溶接部の内部曲率の検査が必要な場合、従来の方法では作業が滞ります。INSVISIONの AlphaScan ハンドヘルド3Dスキャナー はこうしたシナリオ向けに設計されています。デュアルLED照明が影になっている部分や深い穴に構造化光を照射し、機械加工されたブラケットから大型の容器部分まで複雑な形状をキャプチャします。
人間工学に基づいた片手設計により、オペレーターは構造アセンブリの周囲を長時間移動しながら作業でき、高速USBインターフェース経由で安定したデータ転送が可能です。剛性のある治具を使用せずに物理的な形状を実用的なデジタルモデルに変換できるため、モバイルでの初品検査やリバースエンジニアリングに適したツールです。

点群から認定レポート作成まで
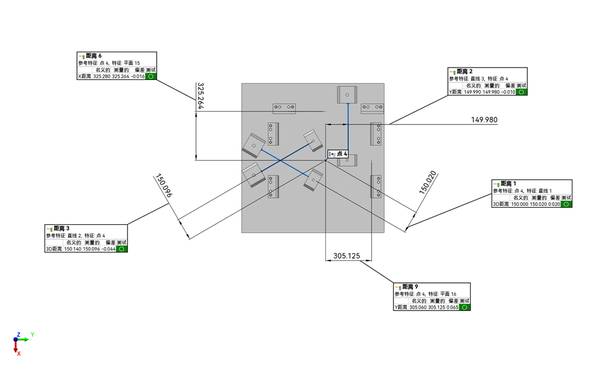
厳しいプロファイル公差のある初品のプレスパネルを受け取ったTier1サプライヤーの場合を考えてみましょう。CMMのプログラミングに数時間費やす代わりに、品質エンジニアはINSVISIONスキャナーを使用して数分で全表面形状をキャプチャできます。ソフトウェアパイプラインが生の点群からノイズを除去し、共通座標系でデータをCAD公称値にアライメントし、カラー偏差マップを生成します。
この視覚的なヒートマップによりASME Y14.5公差を超える箇所が即座に検出され、平面度、位置、プロファイルの包括的なGD&T分析が可能になります。最終的なワンクリックレポートが結果を記録するため、手動入力エラーが削減され、監査証跡の作成にも対応します。
長期的な測定信頼性の確保
よくある誤解は、ハードウェアの仕様だけで精度が保証されるというものです。実際には、環境の変化やキャリブレーションドリフトにより測定の信頼性が低下する可能性があります。INSVISIONは、CEおよびCNAS認定に裏付けられたトレーサブルなキャリブレーションによりこのリスクを軽減し、多様な工場条件下での安定した性能を目指しています。
本システムはPolyWorksやGOM Inspectなどのプロフェッショナル検査ソフトに直接インポート可能な標準データフォーマットで出力するため、既存の品質ワークフローへの統合が容易です。持続的な精度を確保するには、対象環境を明確にしてください:スキャナーのキャリブレーション状態を確認し、部品の表面仕上げの影響を理解し、チームが複雑な表面条件に対応するトレーニングを受けていることを確認してください。
最適な検査プロセスの選定
スキャン技術の選択は、具体的な検査目的に依存します。厳しい公差の機械加工部品の検証には高精度青色光スキャンが適しています。複合パネルや溶接構造物の大規模なインプロセス検証には、フォトグラメトリ補助システムの方が適している場合があります。
導入前に、エンジニアは3つの現場条件を確認する必要があります:外光の安定性、過度な振動の有無、対象表面の反射率です。サプライヤーに部品の寸法、材料の詳細、要求される公差範囲を提供することで、推奨されるソリューションが仕様書だけでなく実際のワークフローに適合することを保証できます。
これがご自身の生産ラインにどのように適用できるかを検討するには、まず具体的な課題を明確にしてください:部品の素材と表面状態は何か?遵守すべき重要な公差範囲は何か?品質レポートに必要な出力は何か?
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121