
3Dスキャン用リファレンスポイント
ハンドヘルド計測用3Dスキャンのリファレンスポイントをマスターしましょう。生産現場での安定した位置合わせを実現する配置戦略を解説します。
計測を温度管理されたラボからダイナミックな生産現場へ移行するエンジニアにとって、最大の課題は絶対精度から安定した位置合わせへと変化しています。 ハンドヘルド3Dスキャナー は複雑な部品形状への比類ないアクセス性を提供しますが、データの信頼性は複数のスキャンを結びつける空間位置合わせの精度に依存します。
この特性から、粘着ターゲット、機械加工された基準面、自然特徴点を問わず、3Dスキャン用リファレンスポイントの配置・取得戦略がワークフローの成功を左右する重要な要素となります。
大型鋳物や複雑な曲面を持つ航空機用ブラケットなどで、表面の反射率、深いアンダーカット、基準面の遮蔽などが発生すると、光学的連続性が損なわれ、位置合わせのアーティファクトが発生して最終的な偏差レポートが不正確になる可能性があります。
本記事では、最新の検査におけるリファレンスポイントの役割を解説し、部品の複雑さに合わせたポイント戦略の調整方法、さらに INSVISIONの AlphaScan システムが連続位置合わせを実現し、ハンドヘルドの可搬性とラボグレードの信頼性のギャップを埋める方法を詳しく説明します。

なぜリファレンスポイント戦略がエンジニアリングの最重要課題になったのか
接触式座標測定機(CMM)から光学スキャンへの移行により、測定誤差の発生要因は根本的に変化しました。CMMプローブが既知の空間内でプログラムされた経路をたどるのに対し、ハンドヘルドスキャナーは無数の個別の撮影位置を単一の統一された座標系に動的に関連付ける必要があります。この空間位置合わせのプロセスは、3Dスキャン用リファレンスポイントに完全に依存しています。
基準ターゲット、機械加工されたエッジ、基準マーカーなどの特徴点が、数学的なアンカーとして機能します。
安定したリファレンスがない場合、例えばタービンブレードの前縁と後縁のスキャンデータを正確につなぎ合わせることができず、単一の点群が断片的なデータセットになってしまいます。現在エンジニアは、スキャン前に境界条件を確認する必要があります。砂型鋳造部品の表面粗さは特徴認識に十分なテクスチャを提供できるか、研磨された自動車用金型は光を反射して重要なエッジのデータが取得できないのではないか、などです。
これらのアンカーの安定性により、最終的なカラーマップが部品の真の偏差を示すのか、単なるスキャンアーティファクトなのかが決まります。

フリーハンド操作での計測グレードの位置合わせを維持する方法
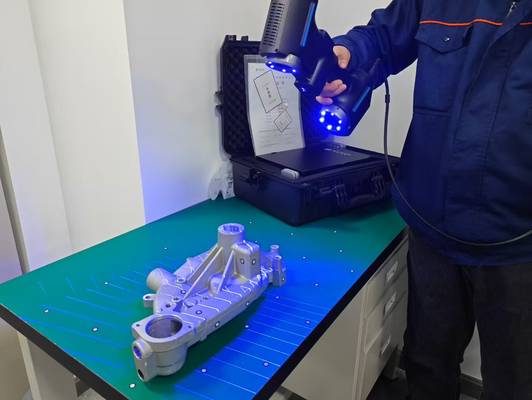
従来のワークフローでは、オペレーターが大型部品の周りを移動した後にスキャナーを一時停止して再登録する必要があり、検査のリズムが崩れる上に、停止のたびに誤差が発生する可能性がありました。INSVISIONは、空間アンカーを動的に安定化させるよう設計されたAlphaScanの光学追跡アーキテクチャによりこの課題を解決します。
青色レーザーラインアレイとAI駆動の点群処理を組み合わせることで、オペレーターは複雑な溶接構造物やエンジンブロックの周りを自由に移動しながら、μmレベルの精度で連続的な測定ストリームを維持できます。統合ソフトウェアがリアルタイムで座標位置合わせを管理し、手動操作なしで物理的な3Dスキャン用リファレンスポイントを自動的に認識してロックします。
電気ノイズの多い生産セル内でも高忠実度のデータストリームを維持するため、本デバイスは無線ではなく安全な高速USB接続を採用し、信号のドロップアウトを防止します。リーン生産においては、静的な再位置決めによる待ち時間なしに、多特徴部品全体で一貫した位置合わせを実現できます。

点群データを活用可能な適合性レポートに変換
正確な点群を取得することは最初のステップに過ぎません。その価値は、監査可能な結果を提供するシームレスなソフトウェアパイプラインによって実現されます。3Dスキャン用リファレンスポイントが取得され位置合わせされると、INSVISIONソフトウェアがデータをインポートして即座に処理を実行します。
システムはCADマスターに対して自動位置合わせを実行し、スキャナーのタッチスクリーン上に幾何学的誤差を可視化する直感的なカラー偏差マップを瞬時に生成します。
これにより、初品検証を遠隔の品質ラボではなく加工センターで実施できるようになります。次に内蔵の検査モジュールが厳密な公差解析を実行し、ASME Y14.5およびISO GPS規格に準拠して寸法をチェックします。ユーザーはワンクリックで詳細な適合性レポートを生成でき、品質監査に必要な寸法検証データを出力できます。
このクローズドループワークフローにより加工へのフィードバックサイクルが加速され、スキャナーのμmレベルの精度が生産判断に直接反映されるようになります。

部品形状に合わせたハンドヘルド計測の活用方法
ハンドヘルド計測は、部品形状により固定CMMのプロービングが困難な場合に必要な柔軟性を提供しますが、それはシステムがリファレンスポイントを確実に管理できる場合に限られます。すべての部品が同じ条件ではありません。エンジニアはまず基準面へのアクセス性を評価する必要があります。大型複合材ツーリングプレートの主基準ターゲットがリブやアンダーカットで遮蔽されていないか、などです。
堅牢なリファレンスポイント戦略は、スプレー塗布や不可能な位置へのターゲット貼付などの過度な表面前処理を必要とせずに、空間精度を維持する必要があります。
INSVISION AlphaScanはこうしたシナリオ向けに設計されており、不規則な基準ターゲットを持つ鋳物から全面検証が必要な積層造形部品まで、難易度の高い部品の位置合わせを計測グレードのスキャンにより安定化させます。そのワークフローはライブ偏差マップを通じて即時の視覚的フィードバックを提供し、迅速なエラー特定を支援します。
購入前には、既存のQMSやデジタルツインプラットフォームに対応したネイティブスキャンデータフォーマットをソフトウェアが出力可能か確認し、検査プロセスがIndustry 4.0の生産サイクルに統合できることを確かめてください。
生産環境に合わせたワークフローの検証
ハンドヘルド計測ソリューションの導入には、ハードウェアの仕様確認だけでは不十分です。お客様固有の条件下で検査パイプライン全体を検証する必要があります。まず、厳しい公差を持つ航空機用ブラケットや複雑な曲率を持つプレス加工された自動車用パネルなど、代表的なサンプル部品を用意してください。
重要な試験は単なる生の精度だけではなく、特に遮蔽されたリファレンス特徴点周辺で、中断のない完全なスキャンシーケンス全体を通して一貫した位置合わせを維持するシステムの能力です。
データ処理ステップを観察してください。生産現場で生の点群から予備偏差マップへの変換にかかる時間はどの程度でしょうか。最後に、レポート出力が品質部門が要求するフォーマットと詳細レベルの基準を満たしていることを確認してください。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121