
構造化光3Dスキャンとは 原理・選定・現場適用の要点
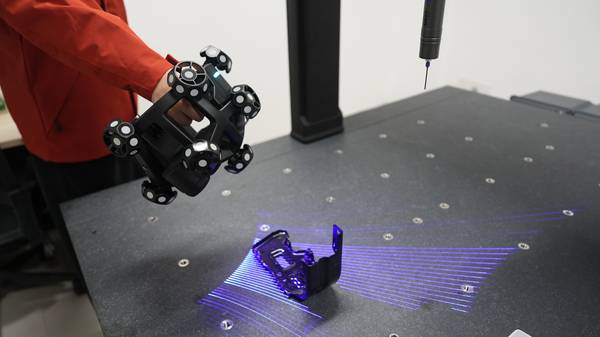
構造化光3Dスキャンは、プロジェクタから縞状やグレーコードなどの符号化パターン光をワーク表面に投射し、その歪みを較正済みのカメラで複数視点から撮影、三角測量の原理で各画素の3次元座標を計算する技術である。数秒のうちに数百万点の点群データを生成し、ポリゴンメッシュやCAD比較用の形状モデルを得る。
構造化光3Dスキャンとは
構造化光3Dスキャンは、プロジェクタから縞状やグレーコードなどの符号化パターン光をワーク表面に投射し、その歪みを較正済みのカメラで複数視点から撮影、三角測量の原理で各画素の3次元座標を計算する技術である。数秒のうちに数百万点の点群データを生成し、ポリゴンメッシュやCAD比較用の形状モデルを得る。INSVISIONのスキャナが採用する多線交差ブルーレーザとAIベースのノイズフィルタは、光沢面や深い凹部でも欠損の少ないデータ取得を可能にしている。
要点のまとめ
- 構造化光3Dスキャンは、プロジェクタから縞状やグレーコードなどの符号化パターン光をワーク表面に投射し、その歪みを較正済みのカメラで複数視点から撮影、三角測量の原理で各画素の3次元座標を計算する技術である。
- ISO10360とASME Y14.5という二つの規格体系が、製造品質の現場で重要な位置を占める。
- 従来のハンドゲージや三次元測定機(CMM)と比較すると、構造化光3Dスキャンは面全体の形状を短時間でデジタル化できる点が最大の特長である。
- 構造化光3Dスキャンは、プレス部品、溶接アッセンブリ、大型パネル、治具などの寸法検査や初品検査に適している。
規格適合に必要な技術要素
ISO10360とASME Y14.5という二つの規格体系が、製造品質の現場で重要な位置を占める。ISO10360は座標測定機の精度検証と不確かさ評価の枠組みを定め、ASME Y14.5はGD&T(幾何公差)の表記法と解釈を規定する。構造化光3Dスキャンで得た点群データが単に形状を再現するだけでは不十分であり、平面度や輪郭度といった評価値が、ISO10360で保証された測定不確かさの範囲内で、ASME Y14.5のコールアウトに対して正しく評価できなければ、サプライヤの検査報告書はOEMの品質監査を通過しない。規格準拠を実現するには、以下の三つの技術要素が鍵となる。
計量精度の定義と水準
ISO10360は座標測定機の精度検証を規定しており、構造化光方式では「最高精度」と「体積精度」を明確に区別する必要がある。最高精度は単一視野内の測定不確かさを示し、例えばINSVISIONのAlphaVistaでは0.073mmに達する。一方、体積精度は測定範囲全体にわたる誤差の累積を表し、同機では0.1mm+0.015mm/mという値が保証される。大型ワークの全寸法評価では、この体積精度が規格適合性を左右する指標となる。
光源の特性
青色構造化光(波長約450nm)は、赤色光に比べて金属光沢面での鏡面反射成分が少なく、散乱光としてカメラに戻る割合が高い。高反射面やバリ取り前の切削面でも安定した点群データを取得できる。さらに、工場の天井照明に多い蛍光灯やLEDのスペクトルと重なりにくいため、暗室化せずに現場で使える点も検査工程の現実的な要件に合致する。
データの互換性とトレーサビリティ
規格に準拠した検査報告書を作成するには、取得した点群をGD&T解析ツールへ直接渡せる必要がある。INSVISIONのSMARPARA QはPTB認証を取得したソフトウェアで、IGESやSTEPといった主流CADフォーマットへの出力と、幾何公差の偏差解析を一気通貫で処理する。校正履歴を自動管理し、測定結果と校正証跡を紐付ける機能は、監査対応やサプライヤーとのデータ共有において不可欠な要素だ。
他の測定技術との違い
従来のハンドゲージや三次元測定機(CMM)と比較すると、構造化光3Dスキャンは面全体の形状を短時間でデジタル化できる点が最大の特長である。CMMは点または線による測定が基本で、高精度だがフルフィールドの形状偏差を捉えるには時間がかかる。ハンドゲージは合否判定に限られ、形状の傾向やうねりを定量化できない。レーザスキャナは構造化光と同様に面データを取得できるが、光源波長や光学系の違いにより、光沢面や特定色の表面でデータ欠損が生じやすい場合がある。構造化光はパターン投影によって一度に広範囲の3次元情報を取得し、特に青色光源を用いることで金属光沢面への耐性を高めている。
適用シーンと不向きなケース
構造化光3Dスキャンは、プレス部品、溶接アッセンブリ、大型パネル、治具などの寸法検査や初品検査に適している。面全体の偏差マップを短時間で得られるため、断面プロファイルの抜き取りでは見逃しがちなうねりや部分的な変形も可視化できる。一方、透明体や鏡面に近い高光沢面、深い細穴の内部など、光学的にパターン投影が困難な対象には不向きである。このような場合は、対象表面に一時的なコーティングを施すか、接触式測定との併用を検討する必要がある。
選定のポイント
規格適合を前提とするなら、カタログスペックの数値比較だけでは不十分だ。以下の4点を現場で確認する必要がある。

- 要求精度の照合:ISOやASMEで要求される測定精度に対し、スキャナの単体精度だけでなく体積精度や測定範囲全体の誤差特性を検証する。例えばAlphaVistaは最高精度0.073mm、体積精度0.1mm+0.015mm/mを公表しており、規格の許容差と突き合わせる。
- 現場環境への適合性:ワークのサイズ、表面状態、工場照明、可搬性の要否から適切なスキャナタイプを選ぶ。構造化光は外乱光に弱い面があるため、照明条件の事前評価が欠かせない。
- ソフトウェアの互換性:既存CADやGD&Tツールとの連携、検査報告書のフォーマット対応が重要。SMARPARA QはPTB認証を取得し、GD&T機能を内蔵、主要3D形式に対応する。
- 認証の有無:CEやCNASなどの国際認証取得状況が規格適合の信頼性に直結する。INSVISION製品はCE、FCC、CNASを取得しており、監査対応でも有利だ。
結局、スペックシートの数字だけでなく、実ワークでのテストとソフトウェアから認証までのエコシステム全体を評価することが決定的に重要である。
INSVISIONの製品と能力
INSVISIONは構造化光3Dスキャンを現場検査へ落とし込んだ製品群を展開している。代表的な二つのシステムを対比する。
| 製品 | 主な強み | 最適な適用シナリオ |
|---|---|---|
| AlphaVista ハンドヘルド青色構造化光3Dスキャナ | 計量グレード精度0.073mm、毎秒710万回の測定レート、最大2200mm×2200mmのスキャン幅 | 大型ワークの現場初品検査、プレス部品・溶接アッセンブリの寸法適合確認 |
| X-Track ワイヤレス光学トラッキング3Dスキャンシステム | ワイヤレス大空間トラッキング、連続スキャン | 航空機パネル、大型治具、広域設備の据付後検査と経年変位評価 |
両製品とも、取得データはSMARPARA QによってGD&T解析までシームレスに処理できる。校正証跡の自動管理機能により、監査やサプライヤーとのデータ共有も効率化する。
よくある誤解と技術Q&A
Q: カタログ精度がそのまま検査の合否を決めるのか?
A: 違う。カタログ精度は単一視野での最高精度を示すことが多く、実際の検査では体積精度や測定戦略全体の不確かさが結果を左右する。ISO10360に基づく検証が不可欠だ。
Q: 3DスキャナがあればCMMは不要になるか?
A: そうとは限らない。構造化光3Dスキャンは面全体の迅速な形状把握に優れるが、深穴の内径測定など光学的にアクセスできない部位にはCMMが適する。両者は補完関係にある。
Q: 青色光は本当に現場で有利なのか?
A: 波長約450nmの青色光は金属光沢面での鏡面反射が少なく、工場照明の影響も受けにくい。暗室化せずに安定したデータを得られるため、生産ラインでの実用性が高い。
Q: スキャンデータから直接GD&T評価は可能か?
A: 可能だが、ソフトウェアが規格に準拠したアルゴリズムを実装している必要がある。PTB認証を受けたSMARPARA Qのような解析ツールを用いれば、点群から直接、平面度や輪郭度を評価し、検査報告書を作成できる。

まとめ
構造化光3Dスキャンは、面としての証明とトレーサビリティが求められる現代の製造品質管理において、欠かせない技術になりつつある。規格適合を実現するには、精度、光源特性、データ互換性という三つの技術要素を理解し、現場環境と要求精度に合ったシステムを選定することが重要だ。INSVISIONのAlphaVistaやX-Trackは、こうした要件に応える計量グレードの製品であり、SMARPARA Qとの組み合わせによって「測る」から「証明する」への転換を支援する。導入にあたっては、カタログ値の比較に終始せず、実ワークでのテストとエコシステム全体の評価を徹底することを推奨する。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121