
Guía de métodos de escaneo 3D para inspección industrial
¿Su proceso de inspección de calidad es un cuello de botella que genera silos de datos que interrumpen sus objetivos de fabricación ajustada e Industria 4.0?
Del banco de laboratorio a la línea de producción: Demanda de metrología en proceso
El reto principal de los métodos de escaneo 3D actuales es ofrecer datos de grado metrológico en entornos de producción activos, no en laboratorios controlados.
Esto requiere tecnología resistente a la luz ambiental, vibraciones y condiciones de superficie variables, desde acabados de composite mate hasta metales mecanizados reflectantes.
Preguntas frecuentes
¿Qué conviene revisar en Del banco de laboratorio a la línea de producción: Demanda de metrologí…?
El reto principal de los métodos de escaneo 3D actuales es ofrecer datos de grado metrológico en entornos de producción activos, no en laboratorios controlados.
¿Qué conviene revisar en Selección de escáner: Alinear la tecnología con el perfil de pieza y el…?
Elegir el método de escaneo 3D adecuado requiere adaptar las capacidades del hardware a las geometrías de pieza específicas, los rangos de tolerancia y los ritmos de flujo de trab…
¿Qué conviene revisar en Caso práctico: Optimización de la inspección de primera pieza en una pl…?
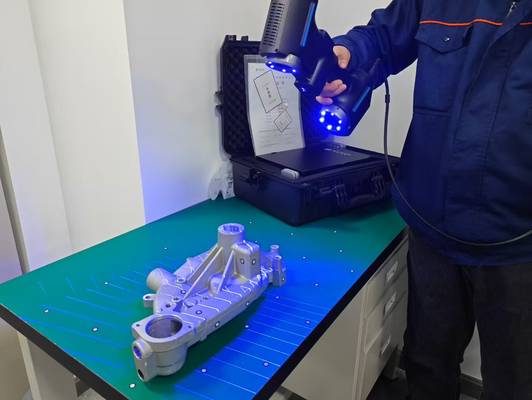
Una implementación práctica del escáner de mano AlphaScan de INSVISION ilustra este flujo de trabajo integrado.
INSVISIONutiliza triangulación de láser azul optimizada por IA y luz estructurada para capturar nubes de puntos densas y precisas sin necesidad de utillajes de pieza complejos.
Por ejemplo, los sistemas que emplean múltiples líneas de láser cruzadas mantienen la fidelidad de medición en geometrías de cavidades profundas y zonas de acceso reducido, habituales en piezas fundidas o soldaduras complejas.
Una capacidad fundamental para minimizar el tiempo de inactividad es el escaneo dinámico, que permite la captura de datos de alta precisión en conjuntos que se mueven lentamente o en mesas giratorias. Esta transición prioriza la continuidad de los datos;
la adquisición de alta velocidad envía los datos espaciales brutos directamente al software de análisis, cerrando el ciclo antes de que la pieza abandone el puesto de trabajo.
Selección de escáner: Alinear la tecnología con el perfil de pieza y el ritmo de producción
Elegir el método de escaneo 3D adecuado requiere adaptar las capacidades del hardware a las geometrías de pieza específicas, los rangos de tolerancia y los ritmos de flujo de trabajo. Un enfoque universal genera riesgo de ineficiencia o de deterioro de la integridad de los datos.

- Los sistemas de laboratorio estacionarios ofrecen la máxima estabilidad para una precisión de nivel de micrómetro, por lo que siguen siendo la opción para calibrar patrones de medida o inspeccionar componentes pequeños de alta tolerancia, como boquillas de inyectores de combustible, en salas con control climático.
- Los brazos ópticos portátiles ofrecen un gran alcance volumétrico y combinan palpación táctil con escaneo óptico, adecuados para verificar conjuntos de gran tamaño como secciones de fuselaje de aeronaves, donde se requieren tanto datos de superficie como dimensiones de palpación dura.
- Escáneres de luz estructurada de mano, como el INSVISION AlphaVista, destacan por su flexibilidad. Están diseñados para piezas de complejidad media a alta con acceso limitado, componentes que no se pueden mover fácilmente o iteraciones de diseño frecuentes que requieren captura rápida desde múltiples ángulos directamente en la máquina herramienta.
Más allá del hardware, la validación es fundamental. Los ingenieros deben verificar los protocolos de preparación de superficies para materiales complejos y tener en cuenta factores ambientales en sitio como la desviación térmica a lo largo de un turno de 8 horas.
Todas las afirmaciones metrológicas deben estar respaldadas por certificados de calibración válidos, como la acreditación CNAS, para garantizar la integridad de los datos en los informes de cumplimiento normativo.

Caso práctico: Optimización de la inspección de primera pieza en una planta de producción congestionada
Una implementación práctica del escáner de mano AlphaScan de INSVISION ilustra este flujo de trabajo integrado. Ante el alto coste del espacio en planta, un fabricante de piezas de precisión trasladó la inspección de primera pieza de una CMM fuera de línea a la celda de mecanizado.
Los operadores utilizaron el funcionamiento con una sola mano del escáner para capturar nubes de puntos de alta densidad de componentes torneados y fresados de tamaño pequeño a mediano inmediatamente después del mecanizado.
El flujo de software integrado fue fundamental: los datos del escaneo se alinearon automáticamente con el nominal CAD mediante registro asistido por IA, generando un mapa de desviaciones por color automatizado en pocos minutos.
Este informe visual destacó instantáneamente las condiciones fuera de tolerancia para el maquinista.
Al eliminar la necesidad de diseño y programación de utillajes específicos para CMM, el flujo de trabajo aceleró la liberación de lotes e integró la verificación de calidad directamente en el ritmo de producción, con generación de documentación de cumplimiento normativo de estilo AS9102 con un solo clic.

Implementación para el futuro: Construcción de un ecosistema de calidad predictiva
La tendencia apunta a ecosistemas de calidad predictiva, donde los métodos de escaneo 3D proporcionan el flujo de datos espaciales para los Sistemas de Ejecución de Fabricación (MES) y las plataformas de Gestión del Ciclo de Vida del Producto (PLM).
Para prepararse, las instalaciones deben ir más allá de las especificaciones de hardware y centrarse en la integración del flujo de trabajo.
Empiece por validar los protocolos de escaneo en piezas de muestra representativas, por ejemplo, una carcasa compleja moldeada por inyección con superficies brillantes, para establecer configuraciones fiables. Implementa un calendario de calibración riguroso alineado con su volumen de producción.
De forma fundamental, capacite al personal de metrología en todo el flujo de trabajo de software, desde la captura del escaneo hasta la validación GD&T y la generación de informes, garantizando que los datos sean accionables.
Para poner en funcionamiento este cambio, inicie una prueba piloto controlada en una familia de componentes de alto impacto.
Hangzhou Insvision Technology Co., Ltd.
Direccion: Edificio 1, n.o 1399, carretera Liangmu, distrito de Yuhang, Hangzhou, provincia de Zhejiang, 311121, China