
Руководство по методам 3D-сканирования для промышленного контроля качества
Является ли процесс контроля качества на вашем производстве узким местом, создавая изолированные хранилища данных, которые нарушают принципы бережливого производства и цели Индустрии 4.0?
Хотя соблюдение стандартов ISO 10360 и ASME GD&T остается основополагающим для таких отраслей, как аэрокосмическая и автомобильная промышленность, сейчас акцент делается на получении отслеживаемой аналитики отклонений в реальном времени.
В этой статье рассматривается, как современные методы 3D-сканирования устраняют разрыв между физическими деталями и цифровым двойником, превращая контроль из периодической проверки в интегрированный узел данных в вашей системе управления производством.
От лабораторного стола к производственной линии: потребность в внутрипроцессной метрологии
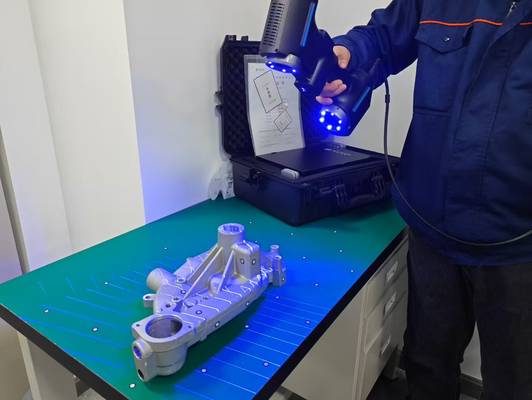
Основная задача современных методов 3D-сканирования – получение данных метрологической точности не в контролируемых лабораторных условиях, а на действующем производстве.
Для этого требуется технология, устойчивая к внешнему освещению, вибрации и различным состояниям поверхностей – от матовых композитных покрытий до отражающих обработанных металлов.
INSVISIONиспользует оптимизированную с помощью AI триангуляцию синим лазером и структурированное освещение для получения плотных точных облаков точек без сложной фиксации детали.
Например, системы с несколькими пересекающимися лазерными линиями сохраняют точность измерений деталей с глубокими полостями и труднодоступными участками, часто встречающимися в отливках или сложных сварных конструкциях.
Ключевая функция для минимизации простоев – динамическое сканирование, которое позволяет получать высокоточные данные при сканировании медленно движущихся сборок или деталей на поворотных столах. Этот переход ставит во главу угла непрерывность передачи данных;
высокоскоростное считывание подает необработанные пространственные данные напрямую в программное обеспечение для анализа, закрывая цикл контроля еще до того, как деталь покинет рабочее место.
Выбор сканера: соответствие технологии профилю детали и ритму производства
Выбор подходящего метода 3D-сканирования требует сопоставления возможностей оборудования с конкретной геометрией деталей, допусками и ритмом производственных процессов. Универсальный подход чреват низкой эффективностью или снижением достоверности данных.

- Стационарные лабораторные системы обеспечивают максимальную стабильность для точности на уровне микрометров, оставаясь оптимальным выбором для калибровки эталонных образцов или контроля мелких высокоточных деталей, таких как форсунки топливных инжекторов, в помещении с контролируемым климатом.
- Портативные оптические манипуляторы обеспечивают большой объем измерений и сочетают тактическое зондирование с оптическим сканированием, подходя для контроля крупногабаритных сборок, таких как секции фюзеляжа самолета, где требуются как данные о поверхности, так и измерения контактным зондом.
- Ручные сканеры на основе структурированного освещения, такие как INSVISION AlphaVista, отличаются высокой гибкостью. Они предназначены для деталей средней и высокой сложности с ограниченным доступом, компонентов, которые сложно перемещать, или случаев, когда частые итерации дизайна требуют быстрого сканирования под разными углами прямо у станка.
Помимо характеристик оборудования, ключевое значение имеет валидация. Инженеры должны проверять протоколы подготовки поверхностей для сложных материалов и учитывать внешние факторы на производстве, такие как температурный дрейф в течение 8-часовой смены.
Все заявленные метрологические характеристики должны подтверждаться действительными сертификатами калибровки, например аккредитацией CNAS, для обеспечения достоверности данных при составлении отчетов о соответствии требованиям.

Практический пример: оптимизация контроля первой партии на загруженном производственном участке
Практическое внедрение ручного сканера INSVISION AlphaScan наглядно демонстрирует этот интегрированный рабочий процесс. Столкнувшись с дефицитом производственных площадей, производитель прецизионных деталей перенес контроль первой партии из отдельной лаборатории с CMM непосредственно в производственную ячейку.
Операторы использовали сканер с функцией управления одной рукой для получения высокоплотных облаков точек мелких и средних токарных и фрезерных деталей сразу после обработки.
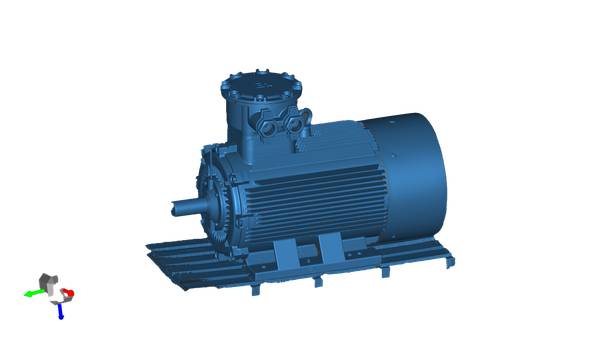
Ключевую роль играла интегрированная программная платформа: данные сканирования автоматически сопоставлялись с номинальной моделью CAD с помощью регистрации с поддержкой AI, в течение нескольких минут создавая автоматизированную цветовую карту отклонений.
Этот визуальный отчет мгновенно отображал для фрезеровщика участки с выходом за допуски.
Благодаря устранению необходимости проектирования специализированной оснастки для CMM и программирования, рабочий процесс ускорил выпуск партий и интегрировал контроль качества непосредственно в ритм производства, с формированием отчетной документации о соответствии стандарту AS9102 в один клик.

Внедрение на перспективу: построение экосистемы предиктивного контроля качества
Тенденция направлена на формирование экосистем предиктивного контроля качества, где методы 3D-сканирования обеспечивают поток пространственных данных для систем управления производством (MES) и платформ управления жизненным циклом изделий (PLM).
Чтобы подготовиться к этому, предприятиям необходимо ориентироваться не только на характеристики оборудования, но и на интеграцию в существующие рабочие процессы.
Начните с валидации протоколов сканирования на типовых образцах деталей – например, сложном корпусе из глянцевого пластика, изготовленном методом литья под давлением – чтобы установить надежные настройки. Внедрите строгий график калибровки, привязанный к объему вашего производства.
Ключевой шаг – обучение персонала метрологической службы работе со всем циклом программного обеспечения, от получения скана до проверки по GD&T и генерации отчетов, чтобы данные было можно использовать для принятия решений.
Чтобы запустить этот переход, начните с контролируемого пилотного проекта на линейке деталей, оказывающих наибольшее влияние на производство.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121