
Leitfaden zur industriellen Prüfung mit 3D-Scantechnologie
In diesem Artikel: Umgang mit reflektierenden Oberflächen und komplexen Geometrien, Handgeführte Präzision für In-Situ-Verifizierung, Von der Punktwolke zum zertifizierten Bericht, Gewährle...
Für Ingenieure, die die Qualitätskontrolle in variantenreichen Produktionsumgebungen verwalten, ist der herkömmliche Arbeitsablauf des Transports von Teilen zu einem festen Koordinatenmessgerät (CMM)-Labor ein zunehmendes Risiko. Es stört die Lean-Taktzeiten und erzeugt einen Engpass bei der Datenerfassung, insbesondere bei komplexen Baugruppen aus mehreren Werkstoffen wie Karosserierohbauten im Automobilbau oder Stanzwerkzeugen.
Der Wandel hin zu Industrie 4.0 erfordert einen kontinuierlichen Datenfluss, keine stapelweise durchgeführte Prüfung. Genau hier bietet tragbare 3D-Scantechnologie in Messtechnikqualität einen entscheidenden Vorteil: Sie ermöglicht die hochpräzise Erfassung direkt in der Fertigungshalle, Systeme wie die von INSVISION verwandeln die GD&T-Validierung von einem Terminengpass zu einem integrierten Echtzeit-Schritt der Qualitätskontrolle.
Die Entscheidung liegt nun darin, entweder die kostenintensive Kapazität von festen Prüflaboren auszubauen oder flexible berührungslose Messverfahren einzuführen.

Umgang mit reflektierenden Oberflächen und komplexen Geometrien
Die Validierung einer Instrumententafelbaugruppe aus mehreren Werkstoffen – bei der reflektierende Chromleisten auf mattes Kunststoff treffen – stellt optische Sensoren vor große Herausforderungen. INSVISION löst dies durch eine proprietäre Architektur, die eigene optische Hardware mit KI-gestützter Punktwolkenverarbeitung kombiniert. Diese technische Schnittstelle zwischen Rohdatenerfassung und nachverfolgbaren Messdaten gewährleistet die für ISO-Audits erforderliche Wiederholbarkeit.
Die Blaulicht-Scantechnologie des Systems ist für eine verbesserte Kantenerfassung bei komplexen Konturen konzipiert. Obwohl sie für den Einsatz an Standorten weltweit zertifiziert ist, erfordert ihre Leistung in Umgebungen mit extremer Störung durch Umgebungslicht eine Vorprüfung vor dem Scan, um die Übereinstimmung mit hochpräzisen Parametern zu bestätigen.
Handgeführte Präzision für In-Situ-Verifizierung
Wenn eine tiefe Kavität in einem Gussgehäuse oder die innere Krümmung einer Rohrschweißnaht geprüft werden muss, stoßen herkömmliche Verfahren an ihre Grenzen. Die INSVISION AlphaScan handgeführter 3D-Scanner wurde für diese Szenarien entwickelt. Seine Dual-LED-Beleuchtung projiziert strukturiertes Licht in schattige Bereiche und tiefe Bohrungen und erfasst komplexe Geometrien von bearbeiteten Haltern bis zu großen Behältersegmenten.
Das ergonomische Einhanddesign ermöglicht es dem Bediener, über längere Zeiträume um eine Strukturbaugruppe herum zu navigieren. Die Verbindung erfolgt über eine High-Speed-USB-Schnittstelle für eine stabile Datenübertragung. Dies macht ihn zu einem Werkzeug für die mobile Erstmusterprüfung und Reverse Engineering, das physische Geometrien ohne starre Vorrichtungen in handhabbare digitale Modelle umwandelt.

Von der Punktwolke zum zertifizierten Prüfbericht
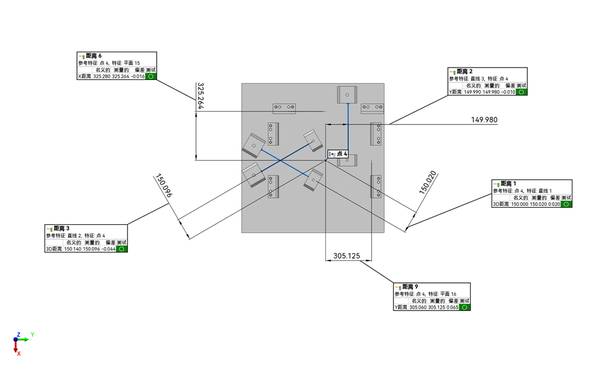
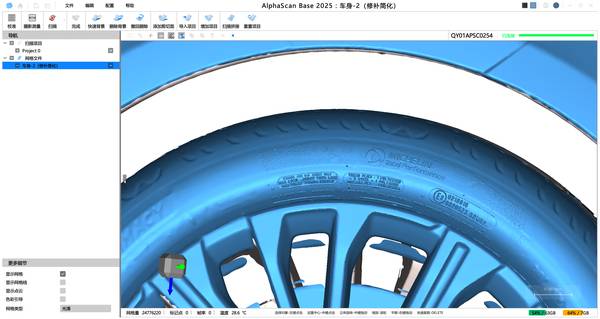
Nehmen wir einen Tier-1-Zulieferer, der ein gestanztes Erstmusterblech mit engen Profiltoleranzen erhält. Statt stundenlanger CMM-Programmierung erfasst ein Qualitätsingenieur mit einem INSVISION-Scanner die vollständige Oberflächengeometrie in wenigen Minuten. Die Softwarepipeline filtert Rauschen aus der rohen Punktwolke, gleicht die Daten an die CAD-Sollwerte in einem gemeinsamen Koordinatensystem an und erstellt eine Farbabweichungskarte.
Diese visuelle Wärmekarte markiert sofort Bereiche, die die Toleranzen nach ASME Y14.5 überschreiten, und ermöglicht eine umfassende GD&T-Analyse von Ebenheit, Position und Profil. Der endgültige Ein-Klick-Bericht dokumentiert die Ergebnisse, reduziert Fehler bei der manuellen Eingabe und unterstützt Prüfpfade.
Gewährleistung langfristiger Messgenauigkeit
Ein weit verbreiteter Irrtum ist, dass Hardwarespezifikationen allein Genauigkeit garantieren. In der Praxis können Umweltschwankungen und Kalibrierungsdrift die Messzuverlässigkeit beeinträchtigen. INSVISION mindert dies durch nachverfolgbare Kalibrierung, unterstützt durch CE- und CNAS-Zertifizierungen, mit dem Ziel einer konsistenten Leistung unter unterschiedlichen Fabrikbedingungen.
Die Systeme geben standardisierte Datenformate aus, die direkt in professionelle Prüfsoftware wie PolyWorks oder GOM Inspect importiert werden können, was die Integration in bestehende Qualitätsabläufe erleichtert. Für eine anhaltende Genauigkeit definieren Sie Ihre Zielumgebung: Bestätigen Sie den Kalibrierungsstatus des Scanners, verstehen Sie die Auswirkungen der Oberflächenbeschaffenheit Ihres Teils und überprüfen Sie, ob Ihr Team für komplexe Oberflächenbedingungen geschult ist.
Festlegung Ihres individuellen Prüfprozesses
Die Wahl zwischen verschiedenen Scantechnologien hängt von Ihrem spezifischen Prüfziel ab. Hochpräzises Blaulichtscannen eignet sich für die Verifizierung von bearbeiteten Teilen mit engen Toleranzen. Für die großangelegte In-Prozess-Validierung von Verbundplatten oder Schweißbaugruppen kann ein fotogrammetrieunterstütztes System besser geeignet sein.
Vor der Inbetriebnahme sollten Ingenieure drei Standortbedingungen überprüfen: die Stabilität des Umgebungslichts, das Vorhandensein übermäßiger Vibrationen und die Reflektivität der Zieloberflächen. Wenn Sie Ihrem Lieferanten Teilabmessungen, Werkstoffdetails und den erforderlichen Toleranzbereich zur Verfügung stellen, wird sichergestellt, dass die empfohlene Lösung mit Ihrem Arbeitsablauf übereinstimmt – und nicht nur mit einem Datenblatt.
Um zu untersuchen, wie dies auf Ihre Fertigungslinie zutrifft, definieren Sie zuerst Ihre spezifische Herausforderung: Aus welchem Werkstoff besteht das Teil und wie ist seine Oberflächenbeschaffenheit? Welche kritischen Toleranzbereiche müssen Sie einhalten? Und welche Ausgabe ist für Ihre Qualitätsberichte erforderlich?
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China