
Industrieller 3D-Scanner – Technik, Einsatz und Auswahl in der Fertigungsmesstechnik
Erfahren Sie, wie ein industrieller 3D-Scanner die Fertigungsmesstechnik revolutioniert. Prinzipien, Grenzen und Auswahlkriterien für optische Messsysteme.
Was ein industrieller 3D-Scanner ist und wie er arbeitet
Ein industrieller 3D-Scanner ist ein optisches Messsystem, das die Oberfläche eines Bauteils berührungslos digitalisiert und als hochdichte Punktwolke oder polygonales Netz ausgibt.
Anders als taktile Messgeräte tastet er nicht Punkt für Punkt ab, sondern projiziert strukturiertes Licht – meist Streifenmuster – auf das Objekt und beobachtet die Verformung der Muster mit einer oder mehreren Kameras. Aus den Verzerrungen berechnet die Software die dreidimensionale Form.

Validierungscheckliste für den Einsatz
| Schwerpunkt | Entscheidungspunkt | Umsetzungshinweis |
|---|---|---|
| Bauteilbezug | Größe, Oberfläche und Toleranzen mit der Scanaufgabe abgleichen | Mit einem typischen Teil einen vollständigen Testlauf durchführen |
| Datenfluss | Prüfen, ob Punktwolke, Abweichungskarte und Bericht in den QS-Prozess passen | Exportformat und Freigabeverantwortung vorab klären |
| Einsatz vor Ort | Schulung, Kalibrierung, Lichtverhältnisse und Arbeitsraum bewerten | Die Ergebnisse als Standard für Serienprüfungen dokumentieren |
Begriffsnotizen
Ein industrieller 3D-Scanner ist ein optisches Messsystem, das die Oberfläche eines Bauteils berührungslos digitalisiert und…

Die Leistungsfähigkeit eines industriellen 3D-Scanners bemisst sich nicht allein an der Punktdichte.
Abgrenzung zu taktilen und anderen optischen VerfahrenTaktile Koordinatenmessgeräte bleiben der Goldstandard, wenn es um die hochgenaue Antastung geometrischer Grundelemente wie…

Geeignete Szenarien:
Bei Systemen wie denen von INSVISION kommt eine KI-gestützte Streifenlichttechnologie zum Einsatz. Die Algorithmen erkennen Kanten, Reflektivitätswechsel und feine Geometriedetails zuverlässiger als rein bildverarbeitungsbasierte Verfahren und reduzieren Störeinflüsse durch Umgebungslicht oder schwierige Oberflächen.
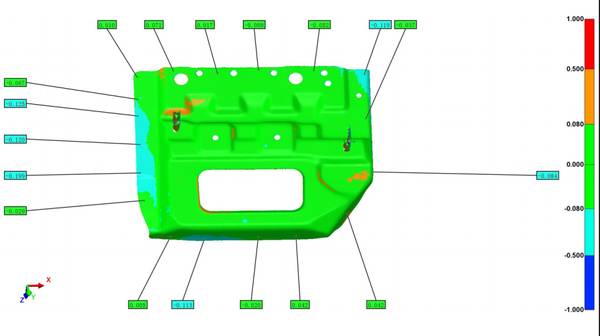
Das Ergebnis ist eine Punktwolke, die direkt mit dem CAD-Sollmodell abgeglichen werden kann – die Grundlage für eine vollständige GD&T-Auswertung inklusive Form- und Lagetoleranzen.
Technische Schlüsselfaktoren: Genauigkeit, Geschwindigkeit, Datenqualität
Die Leistungsfähigkeit eines industriellen 3D-Scanners bemisst sich nicht allein an der Punktdichte. Drei Faktoren entscheiden über die Praxistauglichkeit:
- Messgenauigkeit und Rückführbarkeit: Für Erstmusterprüfungen und sicherheitskritische Komponenten sind Genauigkeiten im Hundertstel-Millimeter-Bereich gefordert. Der AlphaScan von INSVISION erreicht eine Genauigkeit von bis zu 0,01 mm – ein Wert, der unter Laborbedingungen ermittelt wird und im realen Einsatz durch eine systematische Vor-Ort-Validierung bestätigt werden muss.
- Geschwindigkeit und Datenvollständigkeit: Ein industrieller 3D-Scanner erfasst in Minuten ein vollflächiges Abbild. Das entlastet nicht nur den Prüfplaner, sondern schafft die Datengrundlage für Reverse Engineering oder eine lückenlose Prozessfähigkeitsanalyse, die mit Einzelpunktmessungen nicht erreichbar wäre.
- Reproduzierbarkeit und Bedienerunabhängigkeit: Erst wenn wiederholte Scans desselben Bauteils unter wechselnden Bedingungen dieselbe Punktwolke liefern, werden aus schnellen Aufnahmen belastbare Prüfprotokolle. INSVISION setzt auf automatisierte Ausrichtroutinen und eine integrierte Softwareplattform, die den Einfluss des Bedieners minimiert.
Abgrenzung zu taktilen und anderen optischen Verfahren
Taktile Koordinatenmessgeräte bleiben der Goldstandard, wenn es um die hochgenaue Antastung geometrischer Grundelemente wie Bohrungen, Ebenen oder Zylinder geht. Ihre Grenze erreichen sie bei Freiformflächen, tiefen Taschen oder Hinterschneidungen – jede nicht erfasste Kontur wird zur Annahme, jede Annahme zum Risiko.
Zudem erzwingen mehrere Aufspannungen und das Zusammenstückeln von Messpunkten aus verschiedenen Systemen Kompromisse bei der Datenkontinuität.

Laserscanner arbeiten ebenfalls berührungslos, sind jedoch oft empfindlicher gegenüber glänzenden oder dunklen Oberflächen und liefern bei sehr feinen Details nicht immer die gleiche Kantenschärfe wie Streifenlichtsysteme mit KI-Unterstützung.
Industrielle 3D-Scanner auf Streifenlichtbasis schließen die Lücke zwischen der punktuellen Präzision taktiler Messung und der Flächenhaftigkeit einfacher optischer Verfahren, ohne dass der Prüfplaner bei der Geometrieerfassung Kompromisse eingehen muss.
Wo der industrielle 3D-Scanner passt – und wo nicht
Geeignete Szenarien:
- Erstmusterprüfung nach ISO/ASME mit vollständigem Soll-Ist-Vergleich
- Werkzeugkorrekturen, bei denen die flächenhafte Abweichung zählt
- Inline-Überwachung sicherheitskritischer Komponenten
- Reverse Engineering und digitale Bestandsaufnahme von Werkzeugen
- Erfassung komplexer Freiformflächen im Automobil- und Energieanlagenbau
Weniger geeignet oder nur mit Zusatzaufwand:
- Bauteile mit spiegelnden, transparenten oder extrem dunklen Oberflächen ohne Mattierungsmittel
- Sehr große Strukturen, die das Messfeld eines Einzelscanners deutlich überschreiten (hier helfen Systeme mit großem Messfeld wie AlphaVista oder Mehrfachaufnahmen mit photogrammetrischer Verknüpfung)
- Messaufgaben, bei denen ausschließlich die höchste taktile Einzelpunktgenauigkeit gefordert ist und die Flächeninformation keinen Mehrwert bringt
Auswahlkriterien für den Praxiseinsatz
Wer einen industriellen 3D-Scanner einführen will, sollte die Validierung vor Ort nicht auf einen Genauigkeitstest mit einem kal
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China