
CAD-zentrierter Scanner-Workflow für CAM
Beseitigen Sie Verzögerungen bei der Werkshalleninspektion mit einem automatisierten Scanner-CAD-CAM-Workflow. Erfahren Sie, wie CAD-Ausrichtung die Messsicherheit erhöht.
Einleitung

Wenn die Warteschlange für Erstteilprüfungen eine Bearbeitungszelle ausbremst, lässt sich die Ursache oft auf einen einzigen manuellen Arbeitsschritt zurückführen: die Ausrichtung eines physischen Bauteils an seinem CAD-Modell.
Dieser grundlegende Engpass im Scanner-CAD-CAM-Workflow zwingt zu einem kostspieligen Kompromiss zwischen Inspektionsgeschwindigkeit und messtechnischer Zuverlässigkeit.
Bei Einhaltung von Lean-Taktzeiten und Normen wie ASME Y14.5 wirken sich Verzögerungen bei der Erstellung zuverlässiger Abweichungsdaten direkt auf die nachgelagerte CAM-Programmierung und Werkzeugwegkorrektur aus.
Dieser Artikel untersucht, warum manuelle Registrierung bei komplexen Geometrien versagt, wie automatisierte CAD-Ausrichtung diese Lücke schließt und welche technischen Rahmenbedingungen die Eignung eines Scanners für CAM-fähige Workflows bestimmen.
Der Registrierungsengpass: Wo manuelle Prozesse an ihre Grenzen stoßen
In Umgebungen mit hoher Produktvielfalt ist die manuelle Auswahl von Bezugspunkten zur Registrierung eines gescannten Bauteils an seiner nominalen CAD-Datei der entscheidende Engpass.
Wenn Techniker Positionen auf komplexen Oberflächen schätzen, können sie Abweichungen in tiefen Bohrungen oder inneren Hohlräumen übersehen, was unzuverlässige Daten für die CAM-gestützte Nachbearbeitung erzeugt.
Diese Reibungsverluste werden durch Rüstzeiten für Vorrichtungen und Terminierungskonflikte bei Koordinatenmessgeräten (CMM) zusätzlich verstärkt.
Auswahldimensionen und Praxischecks
| Schwerpunkt | Entscheidungspunkt | Umsetzungshinweis |
|---|---|---|
| Der Registrierungsengpass: Wo manuelle Prozesse an ihre… | In Umgebungen mit hoher Produktvielfalt ist die manuelle Auswahl von Bezugspunkten zur Registrierung eines gescannten Bauteils an seiner nominalen CA… | Wenn Techniker Positionen auf komplexen Oberflächen schätzen, können sie Abweichungen in tiefen Bohrungen oder inneren Hohlräumen übersehen, was… |
| Automatisierte Ausrichtung: Der Schlüssel zu zuverlässi… | Die direkte, automatische Ausrichtung von Scandaten an das ursprüngliche CAD-Modell ist für einen effizienten Workflow unumgänglich. | Ohne sie entstehen durch Registrierungsabweichungen und manuelle Punktwolken-Zusammenfügung kumulative Fehler, insbesondere bei großen Baugruppe… |
| Anpassung der Scannerleistung an Bauteilgeometrie und T… | Ob ein Handscanner-CAD-CAM-Workflow praktikabel ist, hängt davon ab, die Leistungsfähigkeit der Hardware an die spezifischen Anforderungen des Bautei… | Nicht alle Scanner liefern auf allen Oberflächen oder Geometrien gleich gute Ergebnisse. |
| Kreislaufschluss: Von der Abweichungskarte zum CAM-fähi… | Der endgültige Nutzen einer Scanner-CAD-CAM-Integration ist ein geschlossener Kreislauf, in dem Scandaten direkt Fertigungskorrekturen ermöglichen. | Die Software von INSVISION automatisiert dies, indem sie rohe Punktwolken in handlungsrelevante Daten umwandelt. |
Das Ergebnis ist eine wachsende Abweichung zwischen dem fertiggestellten Bauteil und dem digitalen Zwilling, die den für die Aufrechterhaltung des Produktionsflusses unentbehrlichen Rückkopplungskreislauf verzögert.
Damit ein Scanner-CAD-CAM-Prozess effektiv funktioniert, muss er diesen manuellen Ausrichtungsschritt eliminieren, um eine direkte, zuverlässige Verbindung zwischen physischer Messung und digitaler Designabsicht herzustellen.

Automatisierte Ausrichtung: Der Schlüssel zu zuverlässigen Messdaten
Die direkte, automatische Ausrichtung von Scandaten an das ursprüngliche CAD-Modell ist für einen effizienten Workflow unumgänglich.
Ohne sie entstehen durch Registrierungsabweichungen und manuelle Punktwolken-Zusammenfügung kumulative Fehler, insbesondere bei großen Baugruppen oder Bauteilen mit reflektierenden Beschichtungen. Das verwandelt Qualitätskontrolle in ein langwieriges Datenrekonstruktionsprojekt um.
INSVISION löst dieses Problem, indem es den Inspektionsprozess direkt vom CAD-Modell aus steuert.
Das System verwendet photogrammetrische Maßstäbe zur Einrichtung eines stabilen globalen Koordinatensystems, sodass eine manuelle Registrierung überflüssig wird.
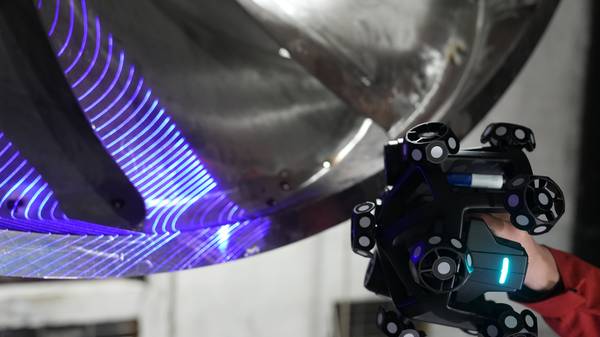
Anschließend projiziert ein hochpräziser zweiachsiger Scannergalvanometer die CAD-Daten als sichtbare grüne Laserkonturen direkt auf das Werkstück, wodurch die Inspektion von Anfang an im korrekten Koordinatensystem stattfindet.
Bei anspruchsvollen Merkmalen wie tiefen inneren Hohlräumen oder dunklen Oberflächen erfassen Doppelkameras und Präzisionsalgorithmen feinste Details und erzeugen intuitive farbcodierte Abweichungskarten.
Anpassung der Scannerleistung an Bauteilgeometrie und Toleranzbereiche
Ob ein Handscanner-CAD-CAM-Workflow praktikabel ist, hängt davon ab, die Leistungsfähigkeit der Hardware an die spezifischen Anforderungen des Bauteils und seine Toleranzbereiche anzupassen. Nicht alle Scanner liefern auf allen Oberflächen oder Geometrien gleich gute Ergebnisse.
Wichtige Bewertungskriterien sind die Fähigkeit, die Ausrichtung auf dunklen oder reflektierenden Oberflächen ohne Marker aufrechtzuerhalten, sowie die Genauigkeit bei der Erfassung tiefer innerer Merkmale.
Die Technologie von INSVISION wird in mehreren anspruchsvollen Anwendungsfällen eingesetzt:

- Inspektion von Bauteilen in der Luft- und Raumfahrt-Wartung (MRO): Die automatische CAD-Ausrichtung ermöglicht eine schnelle Gut/schlecht-Prüfung von Turbinenschaufeln oder Strukturhaltern entsprechend der Designvorgabe.
- Ventilinspektion im Energiesektor: Das Doppelkamerasystem erfasst komplexe innere Geometrien, Radien und Dichtflächen, die für manuelle Messsonden unzugänglich sind.
- Validierung von Werkzeugen für Automobil-OEMs: Die grüne Laserprojektion bietet klare Konturführung auf stark reflektierenden Formoberflächen, während die Photogrammetrie die volumetrische Genauigkeit auch bei großen Karosserieblechen gewährleistet.
Die Entscheidung hängt davon ab, die angegebene messtechnische Genauigkeit des Scanners (bei INSVISION bis zu 0,02 mm bestätigt und konform mit CE-, FCC- und CNAS-Normen) in einem Praxistest gegen Ihre engsten Toleranzbereiche zu prüfen.
Kreislaufschluss: Von der Abweichungskarte zum CAM-fähigen Ausgabedatensatz
Der endgültige Nutzen einer Scanner-CAD-CAM-Integration ist ein geschlossener Kreislauf, in dem Scandaten direkt Fertigungskorrekturen ermöglichen. Die Software von INSVISION automatisiert dies, indem sie rohe Punktwolken in handlungsrelevante Daten umwandelt.
Der KI-gestützte Vergleich erzeugt sofort eine farbige Abweichungskarte, die sofortige Entscheidungen für ganze Chargen ermöglicht.
Die Software filtert irrelevante Geometriedaten und glättet hochdichte Netze, was zu einem standardisierten Ein-Klick-Bericht mit statistischen Diagrammen für die Einhaltung von ISO/ASME-Normen und die Lieferantenprüfung führt.
Diese Ausgabe ist ein CAM-fähiges Netz, nicht nur ein Inspektionsbericht, sodass präzise Werkzeugweganpassungen für die Nachbearbeitung oder Formkorrektur möglich sind.
Validierung des Workflows für Ihre Werkhalle
Die Implementierung dieses Workflows erfordert eine praktische Validierung. Beginnen Sie mit einem repräsentativen Musterbauteil mit bekannten Toleranzherausforderungen – wie einem Ventilkörper mit Innengewinden oder einem Verbundstoffform mit reflektierender Gelcoat-Beschichtung.
Achten Sie während einer Demo oder eines Pilotprojekts besonders auf die Stabilität der Vorrichtung während des Handscans und bestätigen Sie, dass die Softwareausgabe mit Ihren bestehenden CAM-Programmierstandards übereinstimmt.
Der entscheidende Schritt ist die Prüfung, ob die automatische Ausrichtung bei Ihren spezifischen Bauteilgeometrien und Oberflächenbeschaffenheiten zuverlässig funktioniert.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China