
3D-Scanner für Werkzeugbau: praktische Kriterien für Fertigungsteams
Steigender Kostendruck, engere Toleranzen und lückenlose Dokumentationspflichten prägen den Werkzeugbau.

Steigender Kostendruck, engere Toleranzen und lückenlose Dokumentationspflichten prägen den Werkzeugbau.
Während Abnehmer immer schnellere Erstmusterprüfungen und vollständige messtechnische Nachweise verlangen, arbeiten viele Betriebe noch mit punktuellen Messverfahren, die Datenlücken hinterlassen und Nacharbeit provozieren.
Die Folge sind schwer kalkulierbare Durchlaufzeiten, steigende Qualitätskosten und ein wachsendes Risiko von Lieferverzögerungen.
Dieser Beitrag beleuchtet, an welchen Stellen herkömmliche Messprozesse Kosten treiben, wie flächendeckende 3D-Scans diese Kosten senken und mit welchem Bewertungsrahmen Fertigungsverantwortliche den betriebswirtschaftlichen Nutzen für ihren eigenen Werkzeugbau abschätzen können.
Im Mittelpunkt steht der operative Wert – von der Messzeit über die Nacharbeitsquote bis zur Liefertreue.
Wo herkömmliche Messprozesse Kosten verursachen
Taktile Messsysteme und Koordinatenmessgeräte erfassen komplexe Werkzeuggeometrien nur punktuell. Bei tiefen Kavitäten, Hinterschneidungen oder filigranen Kühlkanälen entstehen zwangsläufig Datenlücken.
Die daraus resultierenden unvollständigen digitalen Modelle zwingen zu mehrfachen Nachmessungen und manueller Nacharbeit. Messzyklen dehnen sich aus, die Erstmusterprüfung verzögert sich, und die Durchlaufzeit wird unkalkulierbar.

Für den Einkauf und die Arbeitsvorbereitung bedeutet das: Die Kosten für Qualitätssicherung steigen, während die Termintreue leidet. Jede Iterationsschleife zwischen Messraum und Werkzeugkorrektur bindet Fachpersonal und blockiert Maschinenkapazität.
Zudem fehlt eine durchgängige digitale Dokumentation, die gegenüber OEM-Kunden belastbar ist.
Wie 3D-Scanner die Kostenstruktur verändern
Ein 3D-Scanner für den Werkzeugbau erfasst innerhalb weniger Minuten Millionen von Messpunkten und bildet selbst feinste Geometrien vollständig ab. Statt punktueller Stichproben entsteht ein digitales Ist-Modell, das einen echten Soll-Ist-Vergleich mit dem nativen CAD-Modell ermöglicht.
Diese flächendeckende Datenerfassung verändert die Kostenstruktur in mehreren zentralen Prozessschritten:
Erstmusterprüfung und Freigabe
- *Traditionelle Belastung:* Mehrere Messzyklen, manuelle Nacharbeit, lückenhafte Protokolle.
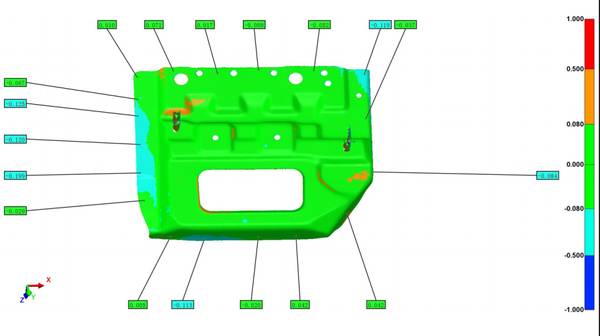
- *Verbesserung durch 3D-Scan:* Ein einziger Scan liefert die vollständige Geometrie. Abweichungen an Funktionsflächen, Radien oder Freiformen werden farbkodiert dargestellt; GD&T-Merkmale wie Profil- oder Lagetoleranzen wertet die Software automatisch aus. Das Messprotokoll verlässt den Rechner als PDF.
- *Beobachtbare Wirkung:* Die Messzeit sinkt von Stunden auf Minuten. Iterationsschleifen verkürzen sich, die Werkzeugfreigabe wird planbar, und die Dokumentation genügt auch strengen Kundenvorgaben.
Reverse Engineering von Stammwerkzeugen ohne CAD-Daten
- *Traditionelle Belastung:* Aufwändiges manuelles Nachkonstruieren, oft mit mehreren Korrekturschleifen.
- *Verbesserung durch 3D-Scan:* Die dichte Punktwolke dient als Basis für die Flächenrückführung. Das digitale Abbild lässt sich direkt in CAD-Umgebungen weiterverarbeiten.
- *Beobachtbare Wirkung:* Die Rekonstruktionszeit sinkt deutlich, die Gefahr von Fehlinterpretationen nimmt ab, und die Fertigung kann schneller auf Ersatz- oder Anpassungsbedarf reagieren.
Verschleißkontrolle an hochbeanspruchten Formeinsätzen
- *Traditionelle Belastung:* Regelmäßige taktile Prüfungen mit begrenzter Aussagekraft oder visuelle Begutachtung, die Verschleiß erst spät erkennt.
- *Verbesserung durch 3D-Scan:* Wiederholscans desselben Einsatzes zeigen bereits geringe Geometrieänderungen zuverlässig an.
- *Beobachtbare Wirkung:* Instandhaltungsintervalle lassen sich datenbasiert festlegen, ungeplante Stillstände werden seltener, und die Werkzeugstandzeit kann besser ausgenutzt werden.
Qualitätsrückverfolgbarkeit und Kundenvertrauen
- *Traditionelle Belastung:* Lückenhafte Messdaten erschweren den Nachweis einer durchgängigen Qualitätshistorie.
- *Verbesserung durch 3D-Scan:* Jeder Scan erzeugt ein digitales Archiv des Werkzeugzustands zu einem bestimmten Zeitpunkt.
- *Beobachtbare Wirkung:* Reklamationen lassen sich schneller klären, die Transparenz gegenüber Abnehmern steigt, und die eigene Verhandlungsposition bei Qualitätsdiskussionen verbessert sich.
Betriebswirtschaftlicher Bewertungsrahmen
Um den Nutzen eines 3D-Scanners für den eigenen Werkzeugbau zu beziffern, empfiehlt sich eine strukturierte Abschätzung entlang der folgenden Größen. Die Tabelle kann als Vorlage für eine interne Wirtschaftlichkeitsbetrachtung dienen.
| Bewertungsgröße | Traditioneller Ansatz (taktil/ punktuell) | Mit 3D-Scanner (flächendeckend) | Hinweise zur eigenen Ermittlung |
|---|---|---|---|
| Messzeit pro Werkzeug | Mehrere Stunden, oft über mehrere Tage verteilt | Minuten bis wenige Stunden (abhängig von Bauteilgröße) | Zeitaufzeichnungen der Messtechnik auswerten; Vorher-Nachher-Vergleich mit einem Testscan durchführen |
| Anzahl Iterationsschleifen bis zur Freigabe | Häufig 2–4 Schleifen | Oft nur eine Korrekturschleife, da Abweichungen vollständig sichtbar sind | Anzahl der Nachmessungen und Korrekturläufe der letzten 10 Werkzeuge protokollieren |
| Nacharbeitsaufwand (intern) | Manuelles Nacharbeiten aufgrund unvollständiger Daten | Gezielte Korrektur anhand farbkodierter Abweichungskarten | Stunden für Nacharbeit und Maschinenbelegung erfassen |
| Durchlaufzeit Werkzeugabnahme | Schwer planbar, häufig Verzögerungen | Planbare Abnahmen, kürzere Liegezeiten | Durchschnittliche Dauer von Scan bis Freigabe dokumentieren |
| Dokumentationsaufwand | Manuelle Berichterstellung, oft unvollständig | Automatisierte Prüfberichte als PDF | Zeit für Berichtserstellung und Nachbearbeitung messen |
| Qualitätsbedingte Lieferverzögerungen | Treten wiederholt auf | Werden seltener, da Freigabeprozess beschleunigt wird | Anzahl und Dauer von Verzögerungen der letzten 12 Monate auswerten |
Diese Faktoren lassen sich mit unternehmenseigenen Stundensätzen und Maschinenkosten hinterlegen. Bereits eine moderate Verkürzung der Mess- und Nacharbeitszeit führt in vielen Werkzeugbaubetrieben zu einer spürbaren Entlastung der Personalkapazität und einer verbesserten Termintreue.
Wo INSVISION unmittelbar ansetzt
INSVISION bietet mit den blauen Laser-3D-Scannern AlphaScan und AlphaVista Systeme, die speziell für die Anforderungen des Werkzeugbaus ausgelegt sind. Die blaue Lasertechnologie liefert selbst bei spiegelnden oder tiefschwarzen Oberflächen stabile Punktwolken – eine häufige Hürde in der Praxis.
Die Softwareplattform 3D INSVISION ermöglicht einen durchgängigen Workflow: Scan erfassen, am nativen CAD-Modell ausrichten, Soll-Ist-Vergleich durchführen, GD&T-Merkmale automatisch auswerten und Prüfbericht exportieren. Medienbrüche entfallen, die Datenkontinuität bleibt erhalten.

Für den betriebswirtschaftlichen Nutzen bedeutet das: Die Zeit vom Eintreffen eines Werkzeugs bis zur belastbaren Freigabeentscheidung verkürzt sich erheblich. Einkäufer und Fertigungsleiter erhalten planbare Abnahmeprozesse, weniger Stillstand an der Presse und eine Dokumentation, die auch gegenüber OEM-Kunden trägt.
Die Investition in die Scanner-Hardware wird durch die Einsparung von Messstunden, die Reduzierung von Nacharbeit und die Vermeidung von Lieferverzögerungen wirksam.
Umsetzungsempfehlung: Mit diesen zwei Szenarien starten
Ein 3D-Scanner entfaltet seinen betriebswirtschaftlichen Wert am schnellsten, wenn er zunächst in klar umrissenen, wiederkehrenden Aufgaben eingesetzt wird. Zwei Szenarien bieten sich für den Einstieg an:
- Erstmusterprüfung beschleunigen
Scannen Sie eingehende Werkzeuge unmittelbar nach dem Eintreffen, gleichen Sie die Punktwolke gegen das CAD-Modell ab und erstellen Sie einen automatisierten Prüfbericht. Die gewonnene Zeit und die reduzierte Anzahl an Iterationsschleifen lassen sich direkt messen und kommunizieren.
- Reverse Engineering von Altwerkzeugen
Digitalisieren Sie Stammwerkzeuge, für die keine aktuellen CAD-Daten vorliegen. Die dichte Punktwolke dient als Grundlage für die Rekonstruktion und reduziert den manuellen Konstruktionsaufwand spürbar.
Vor dem produktiven Einsatz empfiehlt sich eine kurze, strukturierte Validierung: Messen Sie einen kalibrierten Referenzkörper mit bekannten GD&T-Merkmalen, um die spezifizierte Genauigkeit von 0,073 mm unter Werkstattbedingungen zu verifizieren.
Führen Sie einen Wiederholbarkeitstest an einem realen Werkzeugeinsatz mit spiegelnden oder tiefen Kavitäten durch. Testen Sie den gesamten Software-Workflow vom Scan bis zum Export des Prüfberichts.
Diese Schritte schaffen eine belastbare Grundlage für die Investitionsentscheidung und verhindern teure Fehlanschaffungen.
Fazit
Die größten Kostentreiber im Werkzeugbau liegen oft nicht in der Zerspanung selbst, sondern in den Mess- und Korrekturschleifen, die einer Freigabe vorausgehen. Ein 3D-Scanner für den Werkzeugbau ersetzt punktuelle Stichproben durch flächendeckende Ist-Daten und macht Abweichungen sofort sichtbar. Das verkürzt Messzeiten, senkt den Nacharbeitsaufwand und macht Liefertermine planbar. Wer die Einführung mit einem klaren betriebswirtschaftlichen Bewertungsrahmen und einem fokussierten Einstiegsszenario angeht, erzielt schnell operative Verbesserungen, die sich in der Kostenrechnung und in der Kundenbeziehung gleichermaßen niederschlagen.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China