
3D-Scanner für Qualitätsprüfung: praktische Kriterien für Fertigungs
Ein 3D-Scanner für die Qualitätsprüfung erfasst die Oberflächengeometrie eines Bauteils berührungslos und erzeugt eine hochauflösende Punktwolke.
Was ein 3D-Scanner für die Qualitätsprüfung leistet
Ein 3D-Scanner für die Qualitätsprüfung erfasst die Oberflächengeometrie eines Bauteils berührungslos und erzeugt eine hochauflösende Punktwolke.
Anders als ein taktiles Koordinatenmessgerät, das einzelne Antastpunkte aufnimmt, liefert das optische System innerhalb weniger Minuten ein vollständiges digitales Abbild der Bauteiloberfläche.
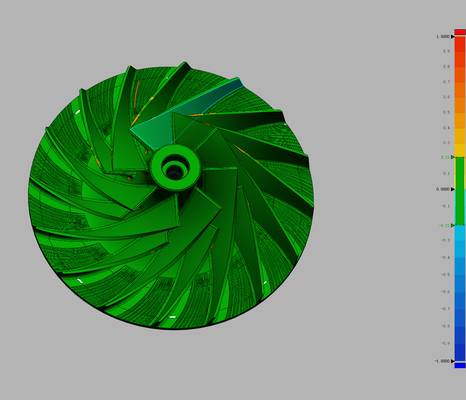
Die Punktwolke wird in einer Messsoftware am CAD-Sollmodell ausgerichtet, woraus sich automatisch eine farbkodierte Abweichungskarte, GD&T-Auswertungen nach ISO oder ASME und ein revisionssicherer Prüfbericht generieren lassen.
Häufige Fragen
Worauf sollten Teams bei Was ein 3D-Scanner für die Qualitätsprüfung leistet achten?
Ein 3D-Scanner für die Qualitätsprüfung erfasst die Oberflächengeometrie eines Bauteils berührungslos und erzeugt eine hochauflösende Punktwolke.
Worauf sollten Teams bei Technische Kernelemente: Genauigkeit, Datenfluss und Software achten?
Die Leistungsfähigkeit eines 3D-Scanners für die Qualitätsprüfung wird nicht allein durch die Scangeschwindigkeit bestimmt.
Worauf sollten Teams bei Abgrenzung zu taktilen Koordinatenmessgeräten achten?
Taktile Koordinatenmessgeräte (KMG) bleiben für viele Prüfaufgaben die Referenz, insbesondere wenn es um höchste Genauigkeiten im Submikrometerbereich geht.
Das Messprinzip beruht meist auf Lasertriangulation oder strukturiertem Licht. Ein blauer Laserprojektor – wie er im AlphaScan von INSVISION zum Einsatz kommt – projiziert ein Linienmuster auf die Oberfläche. Kameras erfassen die Verformung des Musters und berechnen daraus dreidimensionale Koordinaten.
Die blaue Wellenlänge reduziert Störeinflüsse durch Umgebungslicht und verbessert die Datenqualität auf glänzenden oder dunklen Oberflächen. Das Ergebnis ist eine metrologisch nutzbare Punktwolke, die für den Soll-Ist-Vergleich, die Form- und Lagetoleranzprüfung oder das Reverse Engineering verwendet werden kann.
Technische Kernelemente: Genauigkeit, Datenfluss und Software
Die Leistungsfähigkeit eines 3D-Scanners für die Qualitätsprüfung wird nicht allein durch die Scangeschwindigkeit bestimmt. Entscheidend sind das Zusammenspiel von Hardware, Kalibrierstrategie und Software sowie die Durchgängigkeit des Datenflusses.

| Kriterium | Typische Anforderung in der Qualitätsprüfung | Umsetzung bei INSVISION |
|---|---|---|
| Längenmessabweichung | Im Bereich weniger Hundertstel Millimeter, abhängig vom Messvolumen | Validierung mit kalibrierten Referenzartefakten (Kugelplatten, Stufenendmaße) vor Ort |
| Volumetrische Genauigkeit | Wiederholbare Ergebnisse über das gesamte Scanvolumen | Mehrlagige Referenzmessungen unter realen Umgebungsbedingungen |
| Datenformat | Offene Punktwolken (z. B. ASC, STL) für die Weiterverarbeitung | Direkte Übernahme in die Plattform 3D INSVISION ohne Formatkonvertierung |
| Softwareintegration | GD&T-Auswertung, Best-Fit-Ausrichtung, automatisierte Berichterstellung | SMARPARA Q für Abweichungsanalysen und Prüfberichte nach ISO/ASME |
| Prozessintegration | Vorlagen für wiederkehrende Prüfaufgaben, Anbindung an QS-Systeme | Durchgängiger Workflow vom Scan bis zum freigegebenen PDF-Bericht |
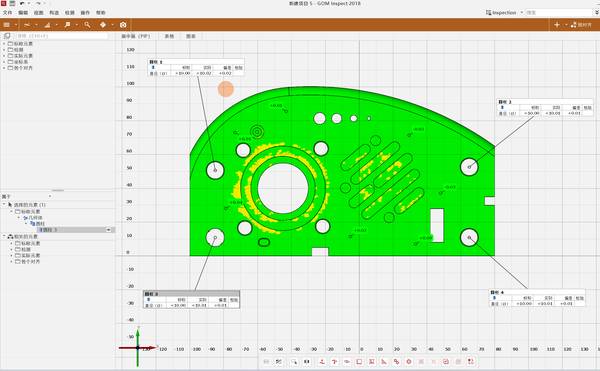
Die Softwareplattform 3D INSVISION übernimmt die Punktwolke direkt vom Scanner und führt die Best-Fit-Ausrichtung am CAD-Modell durch – wahlweise über Referenzgeometrien oder eine flächenhafte Registrierung.
Anschließend lassen sich Positionstoleranzen, Profiltoleranzen oder Rundlauftoleranzen direkt am digitalen Zwilling abgreifen. Der Prüfbericht entsteht in derselben Umgebung und kann unmittelbar nach der Messung archiviert werden.
Weil alle Schritte in einer Softwareumgebung ablaufen, entfallen manuelle Übertragungsfehler und zeitraubende Formatkonvertierungen.
Abgrenzung zu taktilen Koordinatenmessgeräten
Taktile Koordinatenmessgeräte (KMG) bleiben für viele Prüfaufgaben die Referenz, insbesondere wenn es um höchste Genauigkeiten im Submikrometerbereich geht. Sobald jedoch Freiformflächen, Hinterschneidungen oder große Bauteilvarianten ins Spiel kommen, zeigt sich der Unterschied:
- Datenvollständigkeit: Ein KMG tastet punktuell ab. Jeder nicht angetastete Bereich bleibt eine Datenlücke. Ein 3D-Scanner erfasst die gesamte sichtbare Oberfläche und liefert ein geschlossenes Oberflächenmodell.
- Messzeit bei komplexen Geometrien: Die Programmier- und Antastzeit eines KMG steigt mit der Anzahl der Merkmale. Beim optischen Scan bleibt die Aufnahmezeit nahezu konstant, unabhängig von der Komplexität der Kontur.
- Weiterverwendbarkeit der Daten: Eine Punktwolke dient nicht nur der Maßprüfung, sondern auch als Basis für Verschleißanalysen, virtuelle Montage oder Reverse Engineering. Ein taktiler Messbericht liefert dagegen nur eine Sammlung von Einzelpunkten.
- Empfindlichkeit gegenüber Bauteilverformung: Dünnwandige oder elastische Teile können durch die Antastkraft verformt werden. Die berührungslose Optik umgeht dieses Problem.
Die Technologien schließen sich nicht aus. In vielen Betrieben ergänzt der 3D-Scanner das vorhandene KMG und übernimmt dort, wo flächige Daten und kurze Durchlaufzeiten gefordert sind.
Wann sich der Einsatz lohnt – und wann nicht
Geeignete Szenarien:
- Erstmusterprüfung und Serienbegleitung bei variantenreichen Blech-, Guss- oder Kunststoffteilen
- Bauteile mit Freiformflächen, Radien oder Hinterschneidungen, die taktil nur unvollständig erfassbar sind
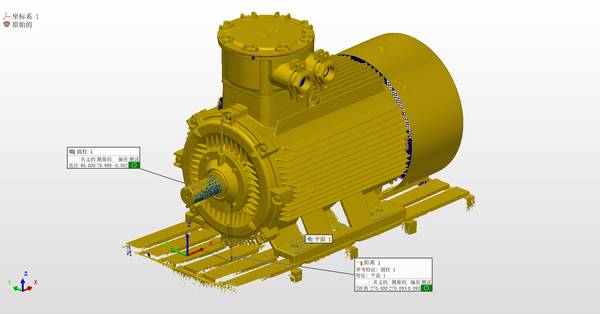
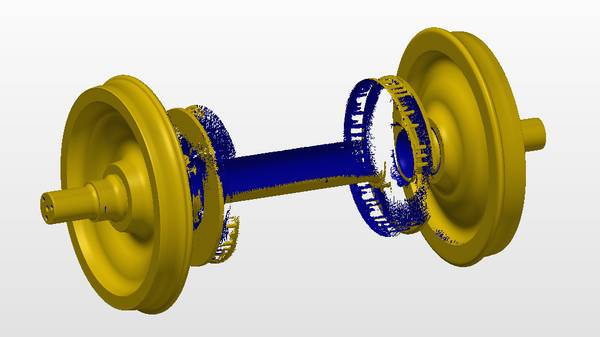
- Großvolumige Komponenten im Automobil-, Energieanlagen- oder Luftfahrtbereich (z. B. mit dem AlphaVista-System von INSVISION)
- Additiv gefertigte Prototypen, bei denen die gesamte Oberfläche auf Maßhaltigkeit geprüft werden muss
- Reklamationsbearbeitung, wenn schnell ein digitales Abbild des fehlerhaften Teils benötigt wird
Weniger geeignete oder nur bedingt geeignete Fälle:
- Messaufgaben mit geforderter Messunsicherheit im Submikrometerbereich, die ein taktiles KMG oder ein CT-System erfordern
- Tiefe, nicht einsehbare Innengeometrien ohne Sichtverbindung
- Stark spiegelnde oder transparente Oberflächen ohne Mattierungsvorbereitung (hier helfen spezielle Scanstrategien, aber der Aufwand steigt)
- Prozesse, bei denen ausschließlich einzelne, einfache Maße wie Bohrungsdurchmesser geprüft werden und keine flächige Dokumentation nötig ist
Auswahl und Validierung: So treffen Sie die richtige Entscheidung
Bevor ein 3D-Scanner in die laufende Qualitätsprüfung geht, sollte eine strukturierte Validierung vor Ort stehen. Dieser Schritt wird oft unterschätzt, ist aber entscheidend für die Akzeptanz im Messraum und die Korrelation mit bestehenden Prüfprozessen.
- Referenzartefakt-Messung: Ein kalibriertes Normal – etwa eine Kugelplatte oder ein Stufenendmaß – wird in mehreren Lagen gescannt. Aus den Wiederholmessungen lassen sich die tatsächliche Längenmessabweichung und die volumetrische Genauigkeit unter realen Umgebungsbedingungen ableiten.
- Korrelation mit dem taktilen KMG: An einem repräsentativen Werkstück werden die optisch ermittelten Messwerte mit den taktilen Ergebnissen verglichen. Im Fokus stehen dabei enge Toleranzen wie Rundlauf- oder Profiltoleranzen im Hundertstelbereich. Ziel ist nicht ein Wettbewerb der Technologien, sondern die statistische Vergleichbarkeit der Ergebnisse.
- Software- und Workflow-Prüfung: Werden Ausrichtungen stabil berechnet? Lassen sich Freiformflächen sauber in Regelgeometrien überführen? Stimmen die automatisch gesetzten Messpunkte mit den Zeichnungsvorgaben überein? Erst wenn diese Fragen reproduzierbar positiv beantwortet werden, ist das System bereit für den produktiven Einsatz.
INSVISION deckt diese Validierungsschritte mit seinen Systemen ab. Der AlphaScan (blauer Laser, Handgerät) eignet sich für Bauteile bis zu einigen Metern, der AlphaVista für großvolumige Objekte.
Die Software SMARPARA Q ermöglicht GD&T-Auswertungen nach ISO und ASME direkt aus den Scandaten und unterstützt die automatisierte Berichtserstellung.
Häufige Fragen und Missverständnisse
F: Ersetzt ein 3D-Scanner ein Koordinatenmessgerät vollständig?
A: In der Regel nicht. Beide Technologien ergänzen sich. Der Scanner liefert flächige Daten und eignet sich für komplexe Geometrien; das KMG bleibt bei höchsten Genauigkeitsanforderungen oder tiefen Bohrungen oft die erste Wahl. Viele Betriebe setzen beide Systeme parallel ein.
F: Wie genau sind optische Scanner im Vergleich zu taktilen Messungen?
A: Die Genauigkeit hängt vom System, der Kalibrierung und den Umgebungsbedingungen ab. Hochwertige Scanner erreichen Längenmessabweichungen im Bereich weniger Hundertstel Millimeter.
Entscheidend ist die Validierung mit Referenzartefakten und der Abgleich mit dem vorhandenen KMG, um die Korrelation für die spezifischen Toleranzen nachzuweisen.
F: Kann man mit einem 3D-Scanner alle Materialien messen?
A: Grundsätzlich ja, aber stark spiegelnde, transparente oder sehr dunkle Oberflächen können die Datenqualität beeinträchtigen. In solchen Fällen hilft eine temporäre Mattierung. Blaue Lasertechnologie, wie sie INSVISION einsetzt, reduziert diese Effekte bereits deutlich.
F: Wie lange dauert eine typische Prüfung?
A: Der reine Scanvorgang dauert oft nur wenige Minuten. Die größere Zeitersparnis entsteht durch den integrierten Workflow: Ausrichtung, GD&T-Auswertung und Berichtserstellung laufen in einer Softwareumgebung ab, sodass eine Erstmusterprüfung in vielen Fällen innerhalb einer Stunde abgeschlossen werden kann – statt mehrerer Stunden mit konventionellen Methoden.
F: Brauche ich spezielle Software?
A: Ja, die Punktwolke allein ist noch kein Prüfbericht. Eine metrologische Software wie SMARPARA Q oder die Plattform 3D INSVISION ist notwendig, um Soll-Ist-Vergleiche, Toleranzauswertungen und Dokumentationen zu erstellen.
Achten Sie darauf, dass die Software GD&T nach den für Sie gültigen Normen (ISO oder ASME) unterstützt.
Fazit
Der 3D-Scanner für die Qualitätsprüfung verändert die Prüfstrategie grundlegend: von der punktuellen Stichprobe zur flächendeckenden digitalen Erfassung.
Entscheidend für den Erfolg sind nicht allein die Hardware-Spezifikationen, sondern die durchgängige Prozesskette vom Scan über die Auswertung bis zum revisionssicheren Bericht.
Wer vor der Einführung eine strukturierte Validierung durchführt und die Randbedingungen – Oberflächenbeschaffenheit, Umgebungslicht, Korrelation mit taktilen Messungen – beachtet, erhält ein leistungsfähiges Werkzeug, das die Qualitätssicherung beschleunigt und die Dokumentationstiefe erhöht.
INSVISION bietet mit seinen Scansystemen und der integrierten Softwareplattform einen Baukasten, der genau diese Durchgängigkeit abbildet und sich an unterschiedliche Bauteilgrößen und Prüfanforderungen anpassen lässt.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China