
Leitfaden zu 3D-Scan-Verfahren für die industrielle Prüfung
Ist Ihr Qualitätsprüfprozess ein Engpass, der Datensilos erzeugt, die Lean Manufacturing und Ihre Industrie 4.0-Ziele behindern?
Ist Ihr Qualitätsprüfungs prozess ein Engpass, der Datensilos erzeugt, die Lean Manufacturing und Industrie 4.0-Ziele behindern? Für Ingenieure und Qualitätsmanager ist die strategische Integration fortschrittlicher 3D-Scan-Verfahren keine Zukunftsidee mehr – es ist eine notwendige Entwicklung von statischer Messtechnik zu einem kontinuierlichen digitalen Datenpfad.
Dieser Wandel verlagert die Messung von isolierten Labor-Koordinatenmessgeräten (CMM) direkt auf die Fertigungshalle, angetrieben von der Notwendigkeit, manuelle Datenübertragungen, langwierige Vorrichtungsaufbauten und Stillstände von Fertigungslinien zu vermeiden.
Obwohl die Einhaltung der Normen ISO 10360 und ASME GD&T für Branchen wie Luft- und Raumfahrt sowie Automobilbau weiterhin grundlegend ist, liegt der Fokus heute auf der Erstellung nachvollziehbarer Echtzeit-Abweichungsanalysen. Dieser Artikel untersucht, wie moderne 3D-Scan-Verfahren die Lücke zwischen physischen Bauteilen und dem digitalen Zwilling schließen und Prüfungen von periodischen Kontrollpunkten zu integrierten Datennodes in Ihrem Fertigungsleitsystem umwandeln.
Vom Labortisch direkt an die Fertigungslinie: Der Bedarf an prozessbegleitender Messtechnik
Die größte Herausforderung für moderne 3D-Scan-Verfahren ist die Lieferung von messtechnisch einwandfreien Daten in aktiven Produktionsumgebungen und nicht nur in kontrollierten Laboren. Dazu bedarf es einer Technologie, die gegenüber Umgebungslicht, Vibrationen und unterschiedlichen Oberflächenbedingungen – von matten Verbundwerkstoffoberflächen bis zu reflektierenden bearbeiteten Metallen – beständig ist.
INSVISION verfolgt einen Ansatz mit KI-optimierter blauer Lasertriangulation und strukturiertem Licht, um dichte, genaue Punktwolken ohne aufwendige Bauteilbefestigung zu erfassen.
Beispielsweise behalten Systeme mit mehreren gekreuzten Laserlinien ihre Messgenauigkeit bei Geometrien mit tiefen Aussparungen und schwer zugänglichen Bereichen, wie sie bei Gussteilen oder komplexen Schweißkonstruktionen üblich sind. Eine entscheidende Funktion zur Minimierung von Stillstandszeiten ist das dynamische Scannen, das eine hochpräzise Datenerfassung von langsam bewegten Baugruppen oder Drehtischen ermöglicht. Dieser Übergang prioritisiert Datenkontinuität;
die Hochgeschwindigkeitserfassung liefert rohe Raumdaten direkt an die Analysesoftware und schließt den Regelkreis, bevor das Bauteil die Arbeitsstation überhaupt verlässt.
Scannerauswahl: Abstimmung der Technologie auf Bauteilprofil und Produktionstakt
Die Auswahl des richtigen 3D-Scan-Verfahrens erfordert die Abstimmung der Hardwarefähigkeiten auf spezifische Bauteilgeometrien, Toleranzbereiche und Arbeitsabläufe. Ein Universalkonzept birgt das Risiko von Ineffizienz oder beeinträchtigter Datenintegrität.

- Stationäre Laborsysteme bieten maximale Stabilität für Genauigkeit im Mikrometerbereich und sind nach wie vor die erste Wahl für die Kalibrierung von Normalen oder die Prüfung von kleinen hochgenauen Bauteilen wie Kraftstoffeinspritzdüsen in einem klimakontrollierten Raum.
- Tragbare optische Messarme bieten einen großen Messbereich, kombinieren taktile Prüfung mit optischem Scannen und eignen sich für die Überprüfung von großformatigen Baugruppen wie Rumpfsegmenten von Luftfahrzeugen, bei denen sowohl Oberflächendaten als auch taktil gemessene Abmessungen erforderlich sind.
- Handgeführte Strukturlichtscanner, wie der INSVISION AlphaVista, zeichnen sich durch hohe Flexibilität aus. Sie sind für mittelkomplexe bis komplexe Bauteile konzipiert, bei denen der Zugang begrenzt ist, das Bauteil nicht einfach bewegt werden kann oder häufige Designiterationen eine schnelle Erfassung aus mehreren Blickwinkeln direkt an der Werkzeugmaschine erfordern.
Neben der Hardware ist die Validierung entscheidend. Ingenieure müssen die Protokolle zur Oberflächenvorbereitung für anspruchsvolle Materialien überprüfen und umgebungsbedingte Faktoren wie thermische Drift während einer 8-Stunden-Schicht berücksichtigen. Alle messtechnischen Angaben müssen durch gültige Kalibrierzertifikate wie eine CNAS-Akkreditierung belegt werden, um die Datenintegrität für Konformitätsberichte zu gewährleisten.

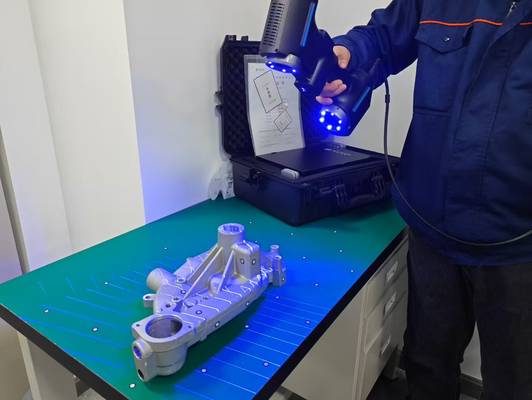
Praxisbeispiel: Optimierung der Erstmusterprüfung auf einer voll ausgelasteten Fertigungshalle
Ein praktischer Einsatz des handgeführten Scanners INSVISION AlphaScan veranschaulicht diesen integrierten Arbeitsablauf. Aufgrund von begrenztem Hallenplatz verlagerte ein Präzisionshersteller die Erstmusterprüfung von einem offline arbeitenden CMM direkt in die Fertigungszelle. Bediener nutzten die Einhandbedienung des Scanners, um hochdichte Punktwolken von kleinen und mittleren Dreh- und Frästeilen unmittelbar nach der Bearbeitung zu erfassen.
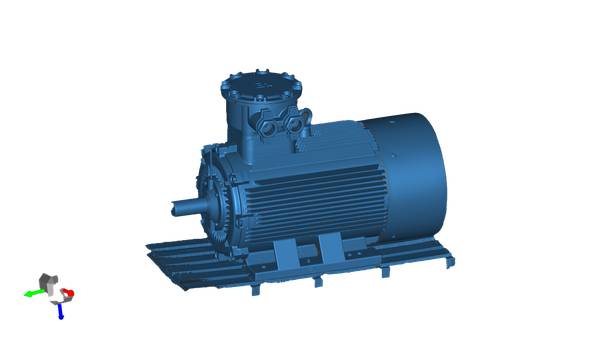
Die integrierte Softwarepipeline war entscheidend: Scandaten wurden mithilfe KI-gestützter Registrierung automatisch an das CAD-Sollmodell ausgerichtet und erstellten innerhalb weniger Minuten eine automatische Farbabweichungskarte. Dieser visuelle Bericht zeigte dem Maschinenführer Abweichungen außerhalb der Toleranz sofort an.
Indem die Notwendigkeit eines speziellen CMM-Vorrichtungsbaus und -programmierungs entfiel, beschleunigte der Arbeitsablauf die Chargenfreigabe und integrierte die Qualitätsprüfung direkt in den Produktionstakt, mit einer Ein-Klick-Generierung von Konformitätsdokumentation nach AS9102-Standard.

Zukunftsfähige Implementierung: Aufbau eines prädiktiven Qualitätsökosystems
Die Entwicklung geht hin zu prädiktiven Qualitätsökosystemen, in denen 3D-Scan-Verfahren den räumlichen Datenstrom für Fertigungsleitsysteme (MES) und Produktlebenszyklusmanagement-Plattformen (PLM) liefern. Zur Vorbereitung müssen Unternehmen über Hardwarespezifikationen hinaus auf die Integration in Arbeitsabläufe achten.
Beginnen Sie mit der Validierung von Scanprotokollen an repräsentativen Musterbauteilen – zum Beispiel einem komplexen Spritzgussgehäuse mit glänzenden Oberflächen – um zuverlässige Einstellungen zu ermitteln. Führen Sie einen strengen Kalibrierplan ein, der auf Ihre Produktionsmenge abgestimmt ist.
Entscheidend ist die Schulung des Messtechnikpersonals auf den gesamten Softwarearbeitsablauf, von der Scandatenerfassung über die GD&T-Validierung bis zur Berichterstellung, um sicherzustellen, dass die Daten nutzbar sind. Um diesen Wandel umzusetzen, starten Sie einen kontrollierten Pilotversuch mit einer Bauteilfamilie mit hoher Auswirkung.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China