
3D-Scan Lösung für Automobilformen: praktische Kriterien für Fertigun
In der Automobilzulieferindustrie entscheidet die Verfügbarkeit von Spritzgieß- und Tiefziehwerkzeugen über die Ausbringung ganzer Fertigungslinien.

In der Automobilzulieferindustrie entscheidet die Verfügbarkeit von Spritzgieß- und Tiefziehwerkzeugen über die Ausbringung ganzer Fertigungslinien. Während moderne Maschinen im Sekundentakt Bauteile auswerfen, gerät die Prüfung der zugehörigen Form oft zum Engpass.
Konventionelle Taktilmesstechnik liefert nur punktuelle Messwerte, erfordert den Ausbau schwerer Formeinsätze und hinterlässt bei hochglanzpolierten Oberflächen Reinigungsaufwand.
Eine 3D-Scan-Lösung für Automobilformen, die direkt an der Maschine arbeitet, verspricht hier Abhilfe – vorausgesetzt, sie hält den rauen Produktionsbedingungen stand und liefert verwertbare Messdaten ohne aufwändige Vorbereitung.
Der folgende Beitrag zeigt, wie INSVISION diese Anforderungen mit dem handgeführten AlphaScan-System in der Praxis umsetzt.
Typische Betriebsbedingungen und Kernprobleme
Im Serienbetrieb von Spritzgieß- und Tiefziehformen treten wiederkehrende Herausforderungen auf, die mit klassischer Messtechnik kaum beherrschbar sind:

Kernpunkte im Überblick
- Im Serienbetrieb von Spritzgieß- und Tiefziehformen treten wiederkehrende Herausforderungen auf, die mit klassischer Messtechnik kaum beherrschb…
- Die Grundidee der INSVISION 3D-Scan-Lösung für Automobilformen besteht darin, die Messtechnik zum Werkzeug zu bringen – nicht umgekehrt.
- Der praktische Ablauf einer Formenprüfung mit dem INSVISION AlphaScan Handheld-3D-Scanner gliedert sich in vier Schritte:
- Sobald die 3D-Scan-Lösung in den Prüfalltag integriert ist, zeigen sich mehrere qualitative Verbesserungen:
- Ausbau und Transport: Schwere Formeinsätze müssen für die taktile Vermessung aus der Maschine gehoben, ins Messlabor transportiert und anschließend wieder eingebaut werden. Jeder Ausbau unterbricht den Materialfluss und bindet Kran- und Personalkapazitäten.
- Oberflächenvorbereitung: Hochglanzpolierte oder spiegelnde Stahloberflächen erfordern bei vielen optischen Systemen eine Mattierung mit Kreide- oder Titanspray. Das verlängert den Prüfzyklus, verursacht Reinigungsaufwand und birgt das Risiko von Rückständen in der Kavität.
- Unvollständige Geometrieerfassung: Messschieber, Koordinatenmessgeräte und Lehren tasten nur einzelne Punkte oder Linien ab. Freiformflächen, Hinterschneidungen, tiefe Bohrungen und Verschleißmarken bleiben unvollständig dokumentiert.
- Fehlende CAD-Daten: Bei älteren Werkzeugen existieren oft keine gültigen 3D-Modelle. Ein Soll-Ist-Vergleich nach ISO 16949 oder IATF 16949 ist dann nur mit erheblichem manuellem Aufwand möglich.
- Dokumentationslücken: Handschriftliche Messprotokolle lassen sich nicht in digitale Qualitätsmanagement-Systeme integrieren und erschweren die revisionssichere Archivierung.
In einem Lean-geprägten Umfeld mit minimalen Puffern und hohem Automatisierungsgrad werden solche Inspektionsengpässe zum Produktivitätskiller. Gleichzeitig steigt der Druck, durchgängig digitale Qualitätsdaten für Industrie-4.0-Initiativen bereitzustellen.
Lösungskonzept: 3D-Scan direkt an der Maschine
Die Grundidee der INSVISION 3D-Scan-Lösung für Automobilformen besteht darin, die Messtechnik zum Werkzeug zu bringen – nicht umgekehrt. Ein handgeführter 3D-Scanner erfasst die gesamte Kavität im eingebauten Zustand, ohne dass die Form aus der Spritzgießmaschine oder Presse entnommen werden muss.
Blaue Laserlinien tasten selbst hochreflektierende Stahloberflächen ohne Mattierung ab und erzeugen innerhalb weniger Minuten ein vollflächiges Punktewolkenmodell. Die erfassten Daten werden direkt mit dem CAD-Modell abgeglichen oder – bei fehlenden CAD-Daten – als Basis für Reverse Engineering genutzt.

Die technischen Eckpunkte des Systems:
| Anforderung | Umsetzung im INSVISION AlphaScan |
|---|---|
| Messung ohne Oberflächenvorbereitung | Blaue Laserlinien, geeignet für spiegelnde und polierte Metalle |
| Genauigkeit | 0,02 mm, metrologisch rückführbar |
| Umgebungsbedingungen | Schutzart IP54, Temperaturbereich 0 °C bis 50 °C – kein klimatisierter Messraum nötig |
| Geometrievielfalt | Drei Scanmodi: Kreuzlinien für große Flächen, Einzellinie für tiefe Kavitäten, Feinlinien für Kanten und kleine Radien |
| Bedienbarkeit | Einarbeitung in wenigen Stunden, Bedienung durch vorhandenes Qualitätspersonal |
| Datenausgabe | Direkte Übernahme in gängige QM-Software, GD&T-Auswertung, Abweichungsanalyse |
Umsetzungsprozess in der Fertigung
Der praktische Ablauf einer Formenprüfung mit dem INSVISION AlphaScan Handheld-3D-Scanner gliedert sich in vier Schritte:
- Vorbereitung: Die Form verbleibt in der Maschine. Der Bediener startet die INSVISION Software auf einem mobilen Rechner und lädt das Referenz-CAD-Modell. Eine Oberflächenvorbereitung entfällt; lediglich grobe Verschmutzungen werden entfernt.
- Scanvorgang: Der Bediener führt den Scanner in gleichmäßigen Bahnen über die Kavität. Die Software visualisiert in Echtzeit den Erfassungsfortschritt. Je nach Geometrie wechselt er zwischen den drei Scanmodi – Kreuzlinien für die flächige Erfassung, Einzellinie für tiefe Ausformungen und Feinlinien für Gratkanten oder enge Radien. Eine komplette Form ist in wenigen Minuten digitalisiert.
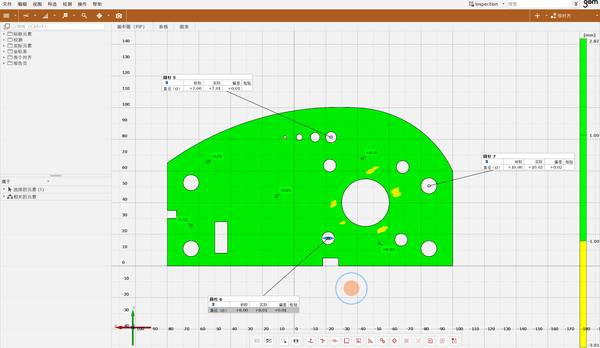
- Datenverarbeitung: Unmittelbar nach dem Scan berechnet die Software ein präzises 3D-Netz und führt einen Soll-Ist-Vergleich durch. Abweichungen werden in einer farbcodierten Falschfarbendarstellung visualisiert. Zusätzlich lassen sich GD&T-Prüfungen (Form- und Lagetoleranzen) automatisiert auswerten.
- Dokumentation und Freigabe: Die Software generiert einen revisionssicheren Prüfbericht, der alle Messwerte, Abweichungsanalysen und Toleranzbewertungen enthält. Dieser Bericht kann direkt in das bestehende QM-System übernommen werden – ohne Medienbruch.
Die Konstruktion des AlphaScan zielt genau auf die eingangs geschilderten Praxisprobleme ab:
- Kein Ausbau, kein Transport: Der handgeführte Scanner arbeitet direkt an der Maschine. Schwere Formeinsätze bleiben eingebaut, die Produktionslinie wird nicht unterbrochen.
- Keine Mattierung: Die blauen Laserlinien liefern auch auf spiegelnden, polierten oder erodierten Stahloberflächen stabile Messdaten. Das spart Zeit und eliminiert das Risiko von Sprührückständen.
- Vollflächige Geometrie: Statt einzelner Messpunkte erfasst der Scanner die gesamte Kavität inklusive Hinterschneidungen, Radien und Verschleißmarken. Das ermöglicht eine ganzheitliche Beurteilung des Werkzeugzustands.
- Robustheit für die Produktion: Mit Schutzart IP54 und einem spezifizierten Temperaturbereich von 0 °C bis 50 °C ist das System für den Einsatz in der Werkshalle ausgelegt – ein klimatisierter Messraum ist nicht erforderlich.
- Einfache Bedienung: Die Softwareführung ist so gestaltet, dass Qualitätsmitarbeiter nach kurzer Einarbeitung selbstständig messen können. Spezialkenntnisse in der optischen Messtechnik sind nicht nötig.
- Digitale Durchgängigkeit: Die erzeugten Datensätze lassen sich nahtlos in ISO- und IATF-konforme Prüfabläufe einbinden und unterstützen die Forderung nach durchgängig digitalen Qualitätsdaten.
Beobachtbare Effekte in Produktion und Qualitätsmanagement
Sobald die 3D-Scan-Lösung in den Prüfalltag integriert ist, zeigen sich mehrere qualitative Verbesserungen:

- Reduzierte Stillstandszeiten: Da die Form nicht mehr ausgebaut werden muss, entfallen Transport- und Rüstvorgänge. Die Prüfzeit pro Werkzeug verkürzt sich spürbar, ohne dass die Genauigkeit leidet.
- Früherkennung von Verschleiß: Die vollflächige Erfassung macht schleichende Veränderungen an der Kavität sichtbar – lange bevor Ausschussteile entstehen. Das Instandhaltungsteam kann gezielt eingreifen und ungeplante Maschinenstillstände vermeiden.
- Lückenlose Dokumentation: Automatisch generierte Prüfberichte ersetzen handschriftliche Protokolle und erfüllen die Anforderungen an Revisionssicherheit und Rückverfolgbarkeit.
- Reverse Engineering ohne Neuzeichnen: Bei älteren Formen ohne gültige CAD-Daten entsteht aus dem Scan ein genaues 3D-Modell, das als Grundlage für Nachbearbeitung, Ersatzteilfertigung oder Umkonstruktionen dient. Zeitaufwändiges manuelles Neuzeichnen entfällt.
- Schnellere Serienfreigabe: Die sofort verfügbare Abweichungsanalyse zum CAD-Modell beschleunigt die Entscheidung über die Freigabe oder Nacharbeit einer Form.
Übertragbarkeit auf weitere Automobilanwendungen
Die gleiche INSVISION Technologie, die bei der Formenprüfung mit 0,02 mm Genauigkeit arbeitet, bewährt sich auch in angrenzenden Bereichen der Automobilfertigung:
- Prüfung von Karosserieblechteilen: Komplexe Freiformflächen lassen sich mit taktilen Messmitteln kaum vollständig erfassen. Der handgeführte Scanner digitalisiert das gesamte Bauteil direkt an der Linie oder im Wareneingang – ohne Kran oder Gabelstapler.
- Prototypenverifikation: Im Werkzeugbau und in der Vorserienphase können erste Musterteile schnell mit dem CAD-Modell abgeglichen werden, um Werkzeugkorrekturen zielgerichtet einzuleiten.
- Wareneingangskontrolle von Zulieferteilen: Statt Stichproben mit Lehren ermöglicht der 3D-Scan eine vollflächige Prüfung und liefert belastbare Daten für die Lieferantenbewertung.
- Reverse Engineering von Ersatzteilen: Für Altfahrzeuge oder Kleinserien lassen sich feinste Geometrien und Hinterschneidungen digitalisieren und als Basis für die Nachfertigung nutzen.
Für den internationalen Einsatz sind die INSVISION Systeme CE- und FCC-zertifiziert, was den unkomplizierten Betrieb in europäischen und nordamerikanischen Werken sicherstellt.
Fazit
Die 3D-Scan-Lösung für Automobilformen von INSVISION adressiert die zentralen Engpässe der konventionellen Formenprüfung: Ausbau, Oberflächenvorbereitung und unvollständige Datenerfassung.
Der handgeführte AlphaScan Scanner liefert direkt an der Maschine vollflächige Geometriedaten, arbeitet ohne Mattierung auf spiegelnden Stählen und fügt sich nahtlos in digitale QM-Prozesse ein.
Für Fertigungsbetriebe, die ihre Werkzeugverfügbarkeit erhöhen und gleichzeitig die Qualitätsdokumentation auf ein industrietaugliches Niveau heben wollen, bietet dieser Ansatz eine praxisbewährte Alternative zur taktilen Einzelpunktmessung.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China