
3D-Scan-Lösung für Automobilformen: Messkosten senken, Produktionseffizienz steigern
Tragbare 3D-Scan-Lösung für Automobilformen von INSVISION: versteckte Messkosten aufdecken, Werkzeugfreigabe beschleunigen, Qualitätsdaten lückenlos rückverfolgen.
Versteckte Kostenfaktoren taktiler und manueller Messverfahren
Wer nur den Anschaffungspreis eines Koordinatenmessgeräts oder konventioneller Handmessmittel betrachtet, übersieht die Folgekosten, die im Tagesgeschäft entstehen. Drei Bereiche fallen besonders ins Gewicht:
Abhängigkeit von Spezialisten. Taktile Messungen an großen, komplexen Werkzeugen erfordern erfahrene Messtechniker. Fällt diese Person aus – durch Krankheit, Urlaub oder Fluktuation –, geraten Erstmusterprüfungen und Serienfreigaben ins Stocken.
Die Folge sind Wartezeiten, die bei OEM-Kunden schnell zu Vertragsstrafen führen können.
Maschinenstillstand und Logistikaufwand. Wird eine Form zur Vermessung aus der Presse oder Spritzgießmaschine ausgebaut, steht die Produktion still. Noch aufwändiger wird es, wenn große Werkzeuge in externe Messlabore transportiert werden müssen.
Jeder Transporttag verzögert die Rückmeldung an den Werkzeugbau und verlängert die Time-to-Quality.
Fragmentierte Datenbasis. Taktile Antastungen liefern Punktdaten, nicht das vollflächige Verhalten eines Bauteils. Tiefe Aussparungen, Freiformflächen und spiegelnde Oberflächen bleiben lückenhaft erfasst.
Die Messprotokolle liegen oft als Papierausdruck oder isolierte Datei vor – eine durchgängige digitale Rückverfolgbarkeit über Chargen hinweg fehlt. Abweichungen aus früheren Produktionslosen bleiben unerkannt, weil kein System übergreifend vergleicht.
Damit entgeht dem Betrieb die Chance, aus Messdaten einen kontinuierlichen Verbesserungsprozess abzuleiten.
Wie tragbare 3D-Scantechnologie diese Schwachstellen behebt
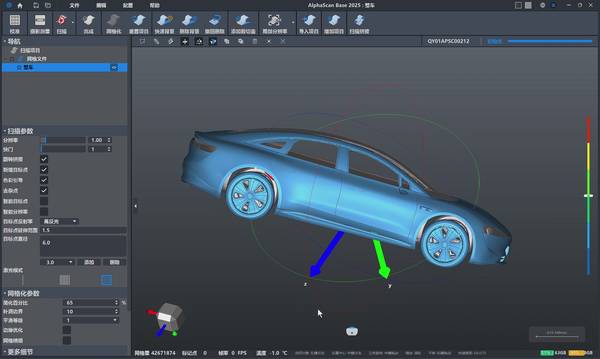
Ein handgeführter 3D-Scanner wie der AlphaScan von INSVISION verlagert die Messtechnik direkt an die Form – in die Fertigungsumgebung, ohne Ausbau und ohne externe Dienstleister. Das verändert die Kostenstruktur an mehreren Stellen:
Messzeit und Durchlauf. Statt aufwendiger Einzelpunktmessung erfasst der Scanner in kurzer Zeit ein vollflächiges, metrologisch belastbares Punktenetz. Die Formfreigabe beschleunigt sich spürbar, weil Soll-Ist-Vergleiche unmittelbar als farbkodierte Abweichungskarte vorliegen.
Stillstandszeiten der Produktionsanlage sinken, weil die Prüfung direkt an der eingebauten oder bereitgestellten Form erfolgen kann.
Personalaufwand und Qualifikationshürde. Die Bedienung eines handgeführten Scanners lässt sich in kurzer Zeit erlernen. Das reduziert die Abhängigkeit von einzelnen Spezialisten und verteilt die Messkompetenz auf mehrere Schultern.
Qualitätsprüfungen werden planbarer, Engpässe durch Personalausfall verlieren an Schärfe.
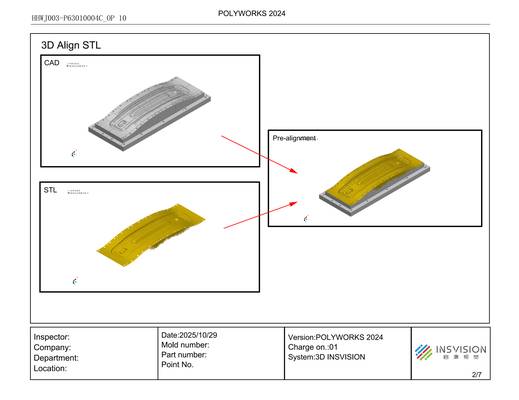
Datenqualität und Rückverfolgbarkeit. Der Scan erzeugt einen digitalen Zwilling der gesamten Formkontur. Jede Messung wird als vollständiger Datensatz archiviert und kann mit früheren Scans automatisiert verglichen werden.
Das schafft die Grundlage für eine lückenlose Qualitätshistorie – ein entscheidender Vorteil bei der Erfüllung von IATF-16949-Anforderungen und bei Reklamationsfällen.
Nacharbeit und Ausschuss. Weil Abweichungen frühzeitig und flächig sichtbar werden, lassen sich Korrekturen am Werkzeug gezielter einleiten, bevor fehlerhafte Teile in Serie gehen. Die Quote an Nacharbeit und Ausschussteilen sinkt, auch wenn sich der Effekt je nach Werkzeug und Prozess unterschiedlich ausprägt.
Betriebswirtschaftlicher Bewertungsrahmen – so rechnen Sie den Nutzen für Ihren Betrieb
Eine pauschale ROI-Zahl wäre unseriös, denn die Einsparungen hängen vom individuellen Prüfaufkommen, der Werkzeugkomplexität und den aktuellen Prozesskosten ab. Stattdessen bietet INSVISION ein Kalkulationsmodell, das Einkaufs- und Fertigungsverantwortliche mit eigenen Zahlen füllen können.
Die Nutzenpotenziale gliedern sich in fünf Kategorien:

Auswahlchecks
- Drei Bereiche fallen besonders ins Gewicht:
- Das verändert die Kostenstruktur an mehreren Stellen:
- Stattdessen bietet INSVISION ein Kalkulationsmodell, das Einkaufs- und Fertigungsverantwortliche mit eigenen Zahlen füllen können.
| Nutzenkategorie | Typische Kostentreiber im Ist-Zustand | Mögliche Verbesserung durch 3D-Scan-Lösung | Beobachtbare Kennzahl (Beispiele) |
|---|---|---|---|
| Reduzierte Nacharbeit und Ausschuss | Wiederholte Werkzeugkorrekturen, Serienausschuss durch unerkannte Formabweichungen | Frühzeitige, vollflächige Abweichungserkennung; gezielte Korrekturschleifen | Anteil Nacharbeitsstunden, Ausschussquote |
| Geringerer Personalaufwand für Messaufgaben | Bindung von Spezialisten für taktile Messungen; manuelle Protokollerstellung | Schnellere Messung, automatisierte Berichte, breitere Bedienerbasis | Messstunden pro Form, Anzahl beteiligter Mitarbeiter |
| Kürzere Durchlaufzeiten bei Formfreigaben | Transport ins Messlabor, Wartezeiten, mehrstufige Freigabeprozesse | Messung vor Ort, sofortiger Soll-Ist-Vergleich, digitale Freigabe | Zeit von Formbereitstellung bis Freigabe |
| Vermeidung von Vertragsstrafen und Lieferverzug | Verzögerte Erstmusterprüfung, ungeplante Produktionsunterbrechungen | Planbare, schnellere Prüfungen; höhere Termintreue | Anzahl verspäteter Lieferungen, Pönalen |
| Aufbau eines digitalen Prozessgedächtnisses | Keine durchgängige Vergleichbarkeit über Chargen; Wissen nur in Köpfen | Archivierte Scandaten als Basis für Trendanalysen und kontinuierliche Verbesserung | Wiederholte Abweichungsmuster, Reaktionszeit bei Qualitätsproblemen |
Fertigungsleiter können für
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China