
Leitfaden zur industriellen Prüfung mit 3D-Messmaschinen
In diesem Artikel: Warum GD&T und komplexe Geometrien einen neuen Ansatz erfordern, Implementierung liniennaher Validierung: Ein Arbeitsablaufwechsel, Bewertung der Gesamtbetriebskosten für...
Für Fertigungsingenieure ist der Engpass selten die Maschine selbst – es ist die Wartezeit. Wenn die Qualitätsvalidierung offline im Chargenverfahren erfolgt, stapeln sich die unfertigen Erzeugnisse, Erstmusterfreigaben verzögern den Produktionsstart und die echten Kosten bemessen sich an Stillstandszeiten und verpasstem Takt. Moderne Lean-Betriebe erfordern Metrologie, die mit dem Takt der Fertigungslinie Schritt hält.
Genau hier verwandelt der Wechsel von einer stationären Koordinatenmessmaschine (CMM) zu einer integrierten, liniennahen 3D-Messmaschine Qualitätskontrolle von einem Kontrollorgan zu einem Treiber der Durchsatzleistung. Lösungen von INSVISION, die AI-gesteuerte handgeführte 3D-Scanner einsetzen,beseitigen diese Verzögerungen, indem sie Messgenauigkeit in Laborqualität direkt zum Werkstück bringen.
Dieser Artikel untersucht die Betriebsverzögerungen durch herkömmliche Prüfverfahren und skizziert einen Rahmen für die Implementierung nahtloser, prozessbegleitender Validierung. Die Durchsatzkosten der Offline-Metrologie

Herkömmliche Prüfabläufe brechen den Produktionstakt grundlegend auf. Werkstücke, die zu einer fest installierten CMM gebracht werden müssen, müssen terminiert, transportiert und in Warteschlangen eingereiht werden – oft in einem klimatisierten Labor weit entfernt von der Montagestation. Bei komplexen Bauteilen wie einem geschweißten Baggerausleger mit Schweißnähten hinter Strukturrippen oder einem Flugzeugkanal mit Freiformkurven ist dieses Verfahren besonders problematisch.
Herkömmliche Tastsondenverfahren erreichen versteckte Merkmale nicht ohne Demontage, und manuelle Stichproben bergen das Risiko, kritische Abweichungen zu übersehen. Das Ergebnis ist ein Engpass, der die Prinzipien der schlanken Fertigung untergräbt: Die versteckten Kosten liegen nicht im Hardwarepreis, sondern in kumulierten Stillstandszeiten und Lagerkosten für Werkstücke, die auf ihre Prüfung warten.
Warum GD&T und komplexe Geometrien einen neuen Ansatz erfordern
Mit der Verschärfung der Standards für geometrische Bemaßung und Tolerierung (GD&T) werden die Grenzen der diskreten Punktabnahme zu einem echten Geschäftsrisiko. Die Prüfung einer komplexen Schweißnaht oder eines geformten Karosserieblechs anhand seines CAD-Modells mit wenigen Dutzend Messpunkten lässt riesige Bereiche ungeprüft. Dies kann zu durchgerutschten Fehlern, kostspieligen Konstruktionsänderungsanfragen und Ausschuss führen, der erst bei der Endmontage entdeckt wird.
Die Frage bei der Beschaffung verschiebt sich: Verarbeitet Ihr Betrieb hauptsächlich einfache prismatische Bauteile, oder benötigen Sie eine vollflächige Abweichungsabbildung für komplexe Geometrien? Für Letzteres ist eine hochpräzise 3D-Messmaschine zur Erfassung dichter Datensätze unerlässlich.
Technologien von INSVISION ermöglichen dies, indem sie Millionen von Messpunkten pro Sekunde erfassen und sofort Farbabweichungskarten generieren, die jede toleranzüberschreitende Zone anzeigen – nicht nur gestichprobte.
Implementierung liniennaher Validierung: Ein Wechsel des Arbeitsablaufs
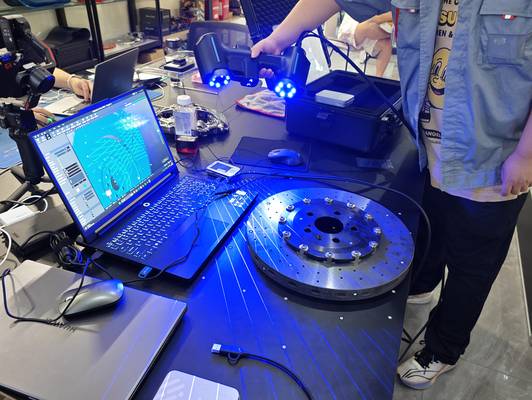
Die Lösung besteht darin, die Validierung direkt in den Arbeitsplatz zu integrieren. Nehmen wir folgendes Szenario: Ein Schweißer schließt eine kritische Naht an einem Windkraftanlagenflansch ab. Statt das Werkstück für eine spätere Laborprüfung zu markieren, greift er sofort zu einem INSVISION AlphaScan handgeführten 3D-Messmaschine.
Das Gerät nutzt blaues Laserstrukturlicht und integrierte AI-Verarbeitung, um den gesamten Schweißbereich in Sekunden zu erfassen und direkt in der Fertigung eine Punktwolke zu generieren. Die Daten werden automatisch mit dem CAD-Sollwert abgeglichen, und ein Abweichungsbericht wird erstellt, bevor das Bauteil die Arbeitszelle überhaupt verlässt. Dieser Arbeitsablauf beseitigt Warteschlangen, liefert sofortiges Feedback für Korrekturmaßnahmen und hält die Produktion am Laufen.
Bewertung der Gesamtbetriebskosten für werksnahe Metrologie
Beschaffungsentscheidungen müssen über die reinen Investitionskosten hinausblicken. Die Gesamtbetriebskosten einer herkömmlichen CMM umfassen dedizierte Stellfläche, Klimatisierung, spezialisierte Bedienerausbildung und die ständigen Kosten durch verzögerten Durchsatz. Eine portable 3D-Messmaschine wie das INSVISION AlphaVista bündelt diese Kosten.
Es funktioniert bei normaler Werkshallenbeleuchtung, erfordert keine speziellen Vorrichtungen und seine Daten lassen sich direkt in bestehende Qualitätsmanagementsysteme integrieren. Der ROI ergibt sich durch verkürzte Prüfzyklen, reduzierten Ausschusslagerbestand und die Möglichkeit, mehr Bauteile pro Schicht zu prüfen, ohne Personal oder Laborkapazitäten aufzustocken.

Beschaffungscheckliste für prozessbegleitende Validierung
Herstellerspezifikationen geben die Messgenauigkeit unter Idealbedingungen an. Ihre Werkshalle ist kein Idealfall. Bevor Sie sich für eine 3D-Messmaschine entscheiden, validieren Sie ihre Leistung unter Ihren realen Einsatzbedingungen. Führen Sie einen Live-Test mit den drei komplexesten Bauteilgeometrien durch, die Sie fertigen. Konzentrieren Sie sich auf diese zentralen Prüfpunkte:
- Oberflächenverarbeitung: Kann der Scanner dunkle, glänzende oder matte Oberflächen zuverlässig erfassen, ohne dass eine Sprühbeschichtung erforderlich ist?
- Umgebungsbeständigkeit: Bleibt der Betrieb bei schwankender Umgebungsbeleuchtung und üblichen Werksschwingungen stabil?
- Datenintegration: Lassen sich die Ausgabedaten (Punktwolke, Abweichungskarte, Bericht) nahtlos in Ihre bestehende PLM- oder QMS-Software zur GD&T-Berichterstellung und Prüfprotokollierung überführen?
- Bedienbarkeit: Können Ihre vorhandenen Qualitätsfachkräfte den Arbeitsablauf beherrschen, oder wird ein dedizierter Metrologe benötigt?
Für Anwendungen mit großformatigen Bauteilen wie Luftfahrtbaugruppen oder Schweremaschinen prüfen Sie die volumetrische Genauigkeit des Scanners über seine gesamte Arbeitsentfernung, nicht nur an einem einzelnen Punkt.
Der Wechsel zu integrierter Metrologie ist ein Wandel der Betriebsphilosophie. Er priorisiert Fluss vor Chargenverarbeitung, sofortiges Feedback vor verzögerter Berichterstattung und Prävention vor Korrektur. Indem Sie die 3D-Messmaschine aus dem Labor direkt an die Fertigungslinie verlegen, wandeln Sie die Qualitätsvalidierung von einem Engpass zu einem taktgerechten Schritt im Fertigungsprozess.

Um das richtige System für Ihren Betrieb zu spezifizieren, definieren Sie zuerst Ihre größte Herausforderung: Welches ist die komplexeste Bauteilgeometrie oder das versteckteste Merkmal, das Sie prüfen müssen, und welche Zielvorgabe gilt für die Toleranz?
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China