
Von Scandaten zum Pruefbericht: 3D-Scanner für Werkzeugbau in der Praxi
Drei übergeordnete Kräfte beschleunigen den Umstieg auf flächenhafte optische Messtechnik.
Makrotreiber: Warum sich die Messstrategie jetzt verschiebt
Drei übergeordnete Kräfte beschleunigen den Umstieg auf flächenhafte optische Messtechnik. Erstens steigt der Dokumentationsdruck durch Normen wie IATF 16949 und ISO 9001.
Ein taktiles Messprotokoll mit wenigen Dutzend Antastpunkten genügt nicht mehr, wenn der Abnehmer einen rückverfolgbaren digitalen Zwilling der gesamten Werkzeugoberfläche erwartet. Zweitens verkürzen sich die Durchlaufzeiten in der Werkzeugauslieferung.
Jede Stunde, die ein Werkzeug zur Messung auf dem KMG blockiert ist, fehlt in der Fertigungssteuerung.
Validierungscheckliste für den Einsatz
| Schwerpunkt | Entscheidungspunkt | Umsetzungshinweis |
|---|---|---|
| Bauteilbezug | Größe, Oberfläche und Toleranzen mit der Scanaufgabe abgleichen | Mit einem typischen Teil einen vollständigen Testlauf durchführen |
| Datenfluss | Prüfen, ob Punktwolke, Abweichungskarte und Bericht in den QS-Prozess passen | Exportformat und Freigabeverantwortung vorab klären |
| Einsatz vor Ort | Schulung, Kalibrierung, Lichtverhältnisse und Arbeitsraum bewerten | Die Ergebnisse als Standard für Serienprüfungen dokumentieren |
Drittens wächst die geometrische Komplexität der Werkzeuge – etwa durch additive gefertigte Einsätze, konturnahe Kühlkanäle oder hybride Spritzgießwerkzeuge –, sodass viele Prüfmerkmale für einen Taster physisch nicht erreichbar sind.
Diese drei Treiber verschieben den Messschwerpunkt von der stichprobenartigen Kontrolle hin zur vollflächigen, digital integrierten Erfassung.
Szenarioüberblick
Der Artikel lässt sich praktisch über dieses Szenario lesen:
- Makrotreiber: Warum sich die Messstrategie jetzt ve…: Drei übergeordnete Kräfte beschleunigen den Umstieg auf flächenhafte optische Messtechnik.
- Trend 1: Von der Einzelpunktmessung zum geschlossen…: Die größte Verzögerung im Werkzeugbau entsteht selten an der Maschine, sondern in der Messschleife.
- Trend 2: Integration von Scannen, Auswerten und Ber…: Die isolierte Betrachtung von Scanner-Hardware greift zu kurz.
Trend 1: Von der Einzelpunktmessung zum geschlossenen digitalen Zwilling
Die größte Verzögerung im Werkzeugbau entsteht selten an der Maschine, sondern in der Messschleife. Taktile Verfahren liefern bei Freiformflächen und Hinterschneidungen nur ein fragmentiertes Bild. Entscheidende Bereiche bleiben oft ungemessen, weil die Anzahl der Messpunkte aus Zeitgründen reduziert wird.
Die Folge sind blinde Flecken im Prüfprotokoll, die erst bei der Erstmusterprüfung oder beim Kunden auffallen.
Ein 3D-Scanner für den Werkzeugbau erfasst innerhalb weniger Minuten ein hochdichtes Messnetz mit mehreren Millionen Punkten.
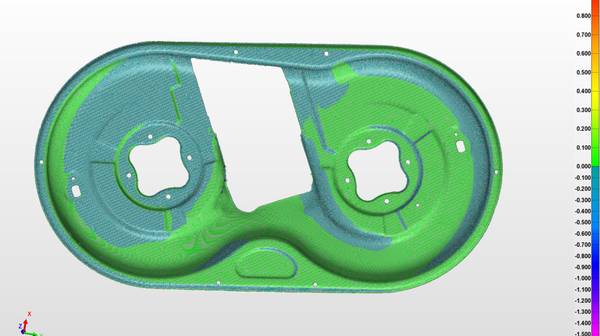
Systeme wie INSVISION AlphaScan oder AlphaVista erzeugen eine lückenlose Punktwolke, die sofort für GD&T-Auswertungen, Flächenrückführung und den Soll-Ist-Vergleich mit dem CAD-Modell nutzbar ist.
Die Messschleife schrumpft von Stunden auf Minuten, und der Terminplan bleibt beherrschbar, weil das Messen nicht mehr den kritischen Pfad bestimmt.
Technische Anforderung: Volumetrische Genauigkeit von mindestens 0,1 mm + 0,015 mm/m sowie eine stabile Wiederholbarkeit unter Werkstattbedingungen. Die Software muss einen automatisierten Abgleich mit dem CAD-Modell und eine farbliche Abweichungsdarstellung bieten.
Geschäftliche Auswirkung: Werkzeugbauer können Erstmusterprüfungen schneller abschließen, Korrekturschleifen verkürzen und die Dokumentation normgerecht ausgeben, ohne manuelle Nachmodellierung.
Trend 2: Integration von Scannen, Auswerten und Berichtswesen in einem durchgängigen Prozess
Die isolierte Betrachtung von Scanner-Hardware greift zu kurz. Entscheidend ist die nahtlose Einbindung in die bestehende Qualitätssicherungssoftware. An einer Stanzlinie eines Tier-1-Zulieferers steht ein neues Werkzeug zur Prüfung an. Statt stundenlanger taktiler Messungen wird ein 3D-Scanner aufgebaut.
Die Punktwolke läuft direkt in die Software – etwa INSVISION 3D INSVISION oder SMARPARA Q –, wo ein automatisierter Soll-Ist-Vergleich erfolgt. Farbliche Abweichungskarten zeigen sofort, ob die Form innerhalb der Toleranzen liegt.
Aus diesem Abgleich generiert die Software einen normgerechten Prüfbericht mit allen GD&T-Merkmalen. Scannen, Abgleich, Prüfung und Berichtswesen verschmelzen zu einem digitalen Prozess ohne Medienbrüche und mit vollständiger Rückverfolgbarkeit.
Technische Anforderung: Offene Schnittstellen zu gängigen CAD-Formaten und die Fähigkeit, Prüfberichte automatisiert nach ISO- und ASME-Vorgaben zu erstellen.
Geschäftliche Auswirkung: Die Qualitätssicherung wird vom Engpass zum Taktgeber. Messergebnisse stehen in Echtzeit zur Verfügung und können direkt in die statistische Prozesskontrolle einfließen.
Trend 3: Validierung unter realen Fertigungsbedingungen wird zum Pflichtschritt
Die Ablösung taktiler Verfahren bringt Geschwindigkeit, aber die Zuverlässigkeit muss in der rauen Werkzeugbau-Umgebung erst bewiesen werden. Bevor ein System wie der INSVISION AlphaVista mit 7,1 Millionen Messpunkten pro Sekunde in Serie geht, sind Vor-Ort-Prüfungen unverzichtbar.
Ein kalibrierter Referenzkörper mit definierten GD&T-Merkmalen zeigt, ob die spezifizierte Genauigkeit von 0,073 mm auch bei wechselnden Hallentemperaturen und leichten Erschütterungen hält.
Tests an realen Bauteilen – etwa bei der Verschleißkontrolle von Werkzeugeinsätzen oder beim Reverse Engineering komplexer Kavitäten – decken systematische Fehler auf, bevor sie in die Serienprüfung gelangen.
Technische Anforderung: Nachweis der Messfähigkeit anhand kalibrierter Normale und realer Werkstücke unter produktionsnahen Bedingungen. Dokumentation der Validierung als Teil des Freigabeprozesses.
Geschäftliche Auswirkung: Risikominimierung bei der Einführung neuer Messtechnik. Die Prozesssicherheit steigt, und die Akzeptanz bei Auditoren und OEMs ist gewährleistet.
Trend 4: Optische Messtechnik erschließt neue Anwendungsfelder jenseits der Erstmusterprüfung
Der Einsatz von 3D-Scannern im Werkzeugbau beschränkt sich längst nicht mehr auf die klassische Erstmusterprüfung.
Immer mehr Betriebe nutzen die flächenhaften Daten für die vorausschauende Instandhaltung: Regelmäßige Scans eines Werkzeugs dokumentieren den Verschleißfortschritt und lösen Wartungsaufträge aus, bevor Maßabweichungen außerhalb der Toleranz liegen.
Auch das Reverse Engineering von Ersatzteilen oder nicht mehr dokumentierten Werkzeugeinsätzen profitiert von der vollständigen Geometrieerfassung.
Ein weiteres wachsendes Feld ist die simulationsgestützte Werkzeugkorrektur: Die gescannte Ist-Geometrie wird in die Spritzgießsimulation zurückgespielt, um Verzugs- und Schwindungseffekte präziser zu kompensieren.
Technische Anforderung: Hochauflösende Punktwolken, die sich direkt in Simulationsumgebungen importieren lassen, sowie eine Software, die Trendanalysen über mehrere Messzeitpunkte hinweg ermöglicht.
Geschäftliche Auswirkung: Werkzeugbauer erweitern ihr Dienstleistungsportfolio und binden Kunden durch vorausschauende Wartungskonzepte langfristig.
Handlungsempfehlungen für Fertigungsverantwortliche
Die skizzierten Trends machen deutlich: Der Umstieg auf flächenhafte optische Messtechnik ist kein reiner Technologiewechsel, sondern eine strategische Entscheidung mit Auswirkungen auf Prozesse, Qualifikation und Kundenbeziehungen. Folgende Schritte sollten Verantwortliche kurzfristig angehen:
- Messstrategie überprüfen: Identifizieren Sie die Werkzeuge und Prüfmerkmale, bei denen taktile Verfahren an Grenzen stoßen. Führen Sie eine Potenzialanalyse durch, welche Messzeiten und Dokumentationslücken sich durch 3D-Scannen schließen lassen.
- Validierungskonzept aufsetzen: Definieren Sie einen Freigabeprozess für optische Messsysteme, der kalibrierte Referenzkörper, reale Werkstücke und produktionsnahe Umgebungsbedingungen umfasst.
- Softwareintegration priorisieren: Achten Sie bei der Systemauswahl nicht nur auf Hardware-Kennwerte, sondern auf die Durchgängigkeit der Prozesskette vom Scan bis zum automatisch generierten Prüfbericht.
- Mitarbeiter befähigen: Investieren Sie in Schulungen, die das Bedienpersonal vom taktilen Denken in Einzelpunkten zum Verständnis flächenhafter Abweichungsanalysen führen.
- Neue Geschäftsfelder sondieren: Prüfen Sie, ob Sie mit den gewonnenen Scandaten zusätzliche Dienstleistungen wie Verschleißmonitoring oder simulationsgestützte Korrektur anbieten können.
INSVISION in diesen Trends
INSVISION positioniert sich mit seinen 3D-Scannern für den Werkzeugbau als Anbieter, der die beschriebenen Entwicklungen technologisch abdeckt. Die Systeme AlphaScan und AlphaVista liefern hochdichte Punktwolken mit spezifizierter Genauigkeit und sind auf die rauen Bedingungen in Werkzeugbaubetrieben ausgelegt.
Die Softwareplattformen 3D INSVISION und SMARPARA Q ermöglichen einen automatisierten Soll-Ist-Vergleich mit CAD-Modellen und die normgerechte Berichtsausgabe.
Die volumetrische Genauigkeit von 0,1 mm + 0,015 mm/m sowie die Einzelpunktgenauigkeit von 0,073 mm adressieren die typischen Toleranzanforderungen im Werkzeugbau.
INSVISION begleitet die Validierung vor Ort und stellt damit sicher, dass die Systeme nicht nur im Labor, sondern unter realen Fertigungsbedingungen prozesssicher arbeiten.
2026: Worauf es jetzt ankommt
Die nächsten zwölf Monate werden zeigen, wie schnell Werkzeugbauer die optische Messtechnik vom ergänzenden Werkzeug zum primären Messmittel weiterentwickeln. Entscheidend wird sein, ob es gelingt, die Validierung unter Werkstattbedingungen zu standardisieren und die Akzeptanz bei OEMs und Auditoren weiter zu festigen.
Betriebe, die jetzt in durchgängige Scan-to-Report-Prozesse investieren, sichern sich einen messbaren Vorsprung bei Durchlaufzeit, Dokumentationsqualität und Prozessbeherrschung.
Fazit
3D-Scanner für den Werkzeugbau sind im Jahr 2026 keine Zukunftsvision mehr, sondern eine verfügbare und zunehmend etablierte Technologie. Die Treiber – steigende Dokumentationsanforderungen, komplexere Geometrien und der Druck auf Durchlaufzeiten – verstärken sich weiter.
Wer die Integration von flächenhafter Messtechnik, Software und Berichtswesen konsequent vorantreibt, verwandelt die Qualitätssicherung vom Engpass in einen strategischen Wettbewerbsvorteil.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China