
optisches 3D Scannen in der industriellen Prüfung richtig bewerten
In vielen Betrieben gehören Erstmusterprüfungen nach ISO/ASME, die schnelle Maßhaltigkeitskontrolle direkt an der Linie oder das Reverse Engineering von Ve
Typische Einsatzszenarien und ihre Grenzen mit herkömmlicher Messtechnik
In vielen Betrieben gehören Erstmusterprüfungen nach ISO/ASME, die schnelle Maßhaltigkeitskontrolle direkt an der Linie oder das Reverse Engineering von Verschleißteilen ohne CAD-Daten zum Tagesgeschäft. Auch die Digitalisierung großflächiger Baugruppen im Anlagenbau gewinnt an Bedeutung.
In all diesen Szenarien entscheidet nicht allein die spezifizierte Genauigkeit eines Messsystems, sondern das Zusammenspiel mit den realen Umgebungsbedingungen.
Auswahldimensionen und Praxischecks
| Schwerpunkt | Entscheidungspunkt | Umsetzungshinweis |
|---|---|---|
| Typische Einsatzszenarien und ihre Grenzen mit herkömml… | In vielen Betrieben gehören Erstmusterprüfungen nach ISO/ASME, die schnelle Maßhaltigkeitskontrolle direkt an der Linie oder das Reverse Engineering… | Auch die Digitalisierung großflächiger Baugruppen im Anlagenbau gewinnt an Bedeutung. |
| Validierung vor der Investition: Was unter Werkstattbed… | Bevor ein optisches 3D-Scansystem in die laufende Fertigung oder Qualitätssicherung eingebunden wird, zeigt die Erfahrung: Was im klimatisierten Mess… | Eine saubere Validierung vor dem Einsatz deckt Schnittstellenprobleme früh auf und verhindert, dass ein leistungsfähiges System später im Tagesg… |
| Durchgängiger Prüfprozess: Vom Scan zum freigegebenen B… | Die Einbindung des optischen 3D-Scannens in den laufenden Fertigungsablauf steht und fällt mit einer Software, die nicht nur Daten erfasst, sondern d… | Genau hier setzt die Plattform 3D INSVISION von INSVISION an. |
| Der Ablauf gestaltet sich in der Praxis so: | Für den Werksleiter bedeutet das: Ein Werker kann nach kurzer Einarbeitung den kompletten Zyklus vom Scannen bis zum fertigen Erstmusterprüfbericht d… | Das senkt die Einarbeitungszeit, reduziert Übertragungsfehler und macht den Prüfprozess auch in der Nachtschicht oder bei wechselndem Personal r… |
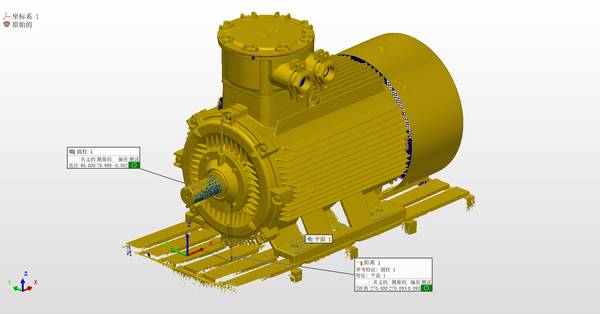
Herkömmliche Messprozesse scheitern regelmäßig an drei Stellen: komplexe Geometrien, fehlende Datenkontinuität und enge Liefertermine. Wer Freiformflächen, Hinterschneidungen oder tiefe Taschen mit einem Taster antasten will, bekommt nur eine Handvoll Punkte – die wahre Gestalt eines Bauteils bleibt im Dunkeln.
Ein taktiles Messprotokoll liefert keine geschlossene Flächenbeschreibung, mit der sich Form- und Lagetoleranzen durchgängig auswerten lassen. Genau diese Lücke wird zum Risiko, wenn die Qualitätssicherung unter Zeitdruck steht.
Während die Produktion auf die Freigabe wartet, hängt die Messtechnik noch an der ersten Aufspannung.
Optisches 3D-Scannen von INSVISION durchbricht diese Grenze: Statt Punkt für Punkt erfasst ein Scan in Minuten die gesamte Oberfläche und erzeugt eine vollflächige Punktwolke. Die Datenkontinuität reicht vom ersten Abgleich mit dem CAD-Modell bis zur lückenlosen Dokumentation.
So wird aus einem messtechnischen Engpass ein beherrschbarer Prozess, der auch bei knappen Lieferterminen belastbare Aussagen liefert.
Validierung vor der Investition: Was unter Werkstattbedingungen zählt
Bevor ein optisches 3D-Scansystem in die laufende Fertigung oder Qualitätssicherung eingebunden wird, zeigt die Erfahrung: Was im klimatisierten Messraum überzeugt, kann unter Werkstattbedingungen schnell an seine Grenzen stoßen.
Eine saubere Validierung vor dem Einsatz deckt Schnittstellenprobleme früh auf und verhindert, dass ein leistungsfähiges System später im Tagesgeschäft zum teuren Messmöbel wird.
Vor Ort prüfen erfahrene Anwender systematisch drei Punkte:
- Temperatur und Vibration: Wie verhält sich das System bei den tatsächlichen Temperaturschwankungen und Vibrationen in der Halle? Ein Scanner, der nach einer halben Stunde Aufwärmzeit noch driftet, ist für den Schichtbetrieb unbrauchbar.
- Oberflächenbeherrschung: Lassen sich die relevanten Oberflächen – etwa glänzend bearbeitete Dichtflächen oder dunkle Kunststoffgehäuse – ohne aufwändige Mattierung zuverlässig erfassen? INSVISION-Systeme wie der AlphaScan arbeiten mit mehreren blauen Laserlinien und einer KI-gestützten Belichtungsregelung, was den manuellen Eingriff spürbar reduziert.
- Software-Integration: Passt der Workflow von der Punktewolke bis zum Prüfbericht in die bestehende QS-Prozesskette? Werden GD&T-Auswertungen, Soll-Ist-Vergleiche und Form- und Lagetoleranzen so ausgegeben, dass sie ohne Medienbruch in das CAQ- oder MES-System übernommen werden können?
Durchgängiger Prüfprozess: Vom Scan zum freigegebenen Bericht
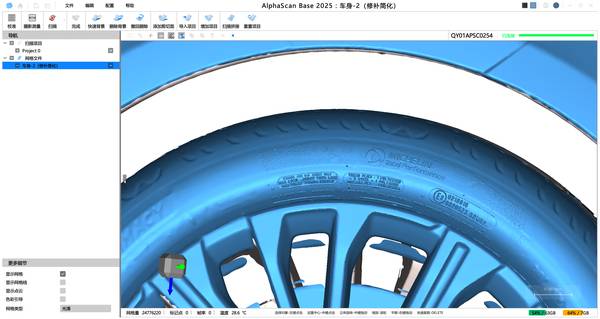
Die Einbindung des optischen 3D-Scannens in den laufenden Fertigungsablauf steht und fällt mit einer Software, die nicht nur Daten erfasst, sondern den gesamten Prüfprozess von der Aufnahme bis zum freigegebenen Bericht ohne Medienbrüche abbildet. Genau hier setzt die Plattform 3D INSVISION von INSVISION an.
Der Ablauf gestaltet sich in der Praxis so:
- Scan: Nach wenigen Sekunden für ein mittelgroßes Gussteil liegt eine hochdichte Punktwolke vor.
- Abgleich: Der Bediener lädt das Referenz-CAD, führt eine Best-Fit-Ausrichtung durch, und das System berechnet flächige Abweichungen. Farbige Falschfarbendarstellungen zeigen sofort, wo das Bauteil außerhalb der Toleranz liegt.
- Form- und Lagetoleranzen: Für die formale Prüfung lassen sich GD&T-Elemente wie Ebenheit, Position oder Profilform direkt auf dem Netz definieren und gegen die Zeichnungsvorgaben auswerten.
- Berichtswesen: Die Software generiert automatisch ein konfigurierbares Messprotokoll mit allen relevanten Ansichten, Abweichungswerten und einem eindeutigen Prüfurteil. Das Protokoll wird als PDF oder im QM-Format ausgegeben und revisionssicher abgelegt.
Für den Werksleiter bedeutet das: Ein Werker kann nach kurzer Einarbeitung den kompletten Zyklus vom Scannen bis zum fertigen Erstmusterprüfbericht durchlaufen, ohne zwischen verschiedenen Programmen wechseln zu müssen.
Das senkt die Einarbeitungszeit, reduziert Übertragungsfehler und macht den Prüfprozess auch in der Nachtschicht oder bei wechselndem Personal reproduzierbar.
Die Zuverlässigkeit der Ausrüstung zeigt sich im Alltag: keine komplizierten Treiberkonflikte, keine Insellösungen, sondern ein durchgängiger digitaler Prüfstrang, der sich in bestehende Lean-Prozesse einfügt.
Wie INSVISION-Technologie die beschriebenen Herausforderungen adressiert
Die Produkte von INSVISION sind gezielt für den Einsatz in anspruchsvollen Fertigungsumgebungen ausgelegt. Der AlphaScan kombiniert mehrere blaue Laserlinien mit einer KI-gestützten Belichtungsregelung.
Das ermöglicht zuverlässige Messergebnisse selbst auf kritischen Oberflächen – von glänzend bearbeiteten Dichtflächen bis zu dunklen Kunststoffgehäusen – und reduziert den manuellen Eingriff durch Mattierungssprays erheblich.
Die Softwareplattform 3D INSVISION deckt den gesamten Prüfprozess ab: von der Punktewolke über den CAD-Abgleich und die GD&T-Auswertung bis zum automatisch generierten Prüfbericht. Alle Schritte laufen in einer einheitlichen Umgebung ab, sodass keine Exporte in externe Auswerteprogramme nötig sind.
Das minimiert Übertragungsfehler und verkürzt die Durchlaufzeit. Die offene Architektur erlaubt zudem die Anbindung an bestehende CAQ- oder MES-Systeme, was den Prüfprozess nahtlos in die digitale Fertigungskette integriert.
Beobachtbare Effekte im Betrieb
Unternehmen, die optisches 3D-Scannen von INSVISION in ihre Qualitätssicherung integrieren, berichten von mehreren qualitativen Verbesserungen:
- Die Prüfzeit pro Bauteil sinkt spürbar, weil ein einziger Scan die gesamte Oberfläche erfasst und der Soll-Ist-Vergleich automatisiert abläuft.
- Die Aussagekraft der Messdaten steigt, da vollflächige Abweichungsanalysen möglich sind und kritische Passungen statistisch überwacht werden können.
- Der manuelle Aufwand für die Berichterstellung reduziert sich, weil die Software konfigurierbare Protokolle automatisch generiert.
- Die Reproduzierbarkeit der Prüfprozesse verbessert sich, da der Workflow standardisiert ist und auch von weniger erfahrenem Personal zuverlässig durchgeführt werden kann.
- Die Integration in bestehende QS-Systeme verhindert Medienbrüche und sorgt für eine lückenlose Dokumentation.
Übertragbarkeit auf ähnliche Fertigungsszenarien
Die beschriebene Vorgehensweise lässt sich auf eine Vielzahl von Branchen und Anwendungen übertragen. Überall dort, wo komplexe Geometrien, enge Toleranzen und eine hohe Variantenvielfalt aufeinandertreffen, bietet optisches 3D-Scannen einen messbaren Mehrwert:
- Automobilzulieferer: Erstmusterprüfung von Gussteilen, Kunststoffkomponenten oder Blechumformteilen mit Freiformflächen.
- Luftfahrtindustrie: Maßhaltigkeitskontrolle von Triebwerkskomponenten oder Strukturbauteilen, bei denen eine lückenlose Dokumentation vorgeschrieben ist.
- Medizintechnik: Digitalisierung von Implantaten oder Instrumenten für Reverse Engineering und Qualitätssicherung.
- Anlagen- und Sondermaschinenbau: Erfassung großflächiger Baugruppen oder Verschleißteile ohne CAD-Daten, um Ersatzteile schnell nachzukonstruieren.
In all diesen Fällen hilft eine systematische Validierung vor der Einführung, das passende Scansystem auszuwählen und die Integration in die bestehende Prozesslandschaft sicherzustellen.

Fazit
Optisches 3D-Scannen hat sich in der industriellen Qualitätssicherung als leistungsfähiges Werkzeug etabliert, um den steigenden Anforderungen an Bauteilkomplexität, Toleranzen und Dokumentation gerecht zu werden.
Mit Systemen wie denen von INSVISION lassen sich vollflächige Messdaten in Sekunden erfassen, in einen durchgängigen digitalen Prüfprozess überführen und ohne Medienbrüche in die Fertigungsumgebung integrieren.
Wer Prozessfähigkeit bei engen Toleranzen nachweisen muss, profitiert von belastbaren Daten, die das gesamte Bauteil beschreiben – nicht nur Stichproben.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China