
大型部品3Dスキャンが変える自動車ボディパネル検査 — INSVISION X-Trackの現場実践
ティア1サプライヤーのボディアセンブリラインでは、プレス成形直後のサイドパネルやルーフパネルを、定盤上でハイトゲージを用いて基準面からの偏差を数点で評価するか、門型CMMに運んで全寸法を取得するのが一般的だった。
典型工况と核心痛点
ティア1サプライヤーのボディアセンブリラインでは、プレス成形直後のサイドパネルやルーフパネルを、定盤上でハイトゲージを用いて基準面からの偏差を数点で評価するか、門型CMMに運んで全寸法を取得するのが一般的だった。しかし、部品が大型化するほど自重たわみや工場内の温度勾配の影響が無視できなくなり、測定の不確かさが増す。さらに、CMMでは自由曲面全域を高密度に捉えるには多大なプログラム作成時間と測定時間が必要で、ファーストアーティクル検査や工程内の抜き取り検査の頻度を上げられない。複雑なキャラクターラインやエッジ部の微小な位置ずれを見逃せば、後工程の溶接不良や外観不具合につながるリスクがあった。

選定項目と現場確認
| 確認項目 | 判断ポイント | 導入メモ |
|---|---|---|
| 典型工况と核心痛点 | ティア1サプライヤーのボディアセンブリラインでは、プレス成形直後のサイドパネルやルーフパネルを、定盤上でハイトゲージを用いて基準面からの偏差を数点で評価するか、門型CMMに運んで全寸法を取得するのが一般的だった。 | しかし、部品が大型化するほど自重たわみや工場内の温度勾配の影響が無視できなくなり、測定の不確かさが増す。 |
| 方案設計の考え方 | こうした制約を解消するために、非接触の光学式3Dスキャナを現場へ直接持ち込み、部品を動かさずに全周形状を短時間でデジタル化するアプローチを採用する。 | 無線光学トラッキングによってスキャナと部品の相対位置をリアルタイムに捕捉し、広域スキャンでも空間内の絶対座標を維持。 |
| 現場への落とし込み | 実際の導入は、以下のステップで進む。 | 天井付近に設置した複数のトラッキングカメラで計測空間を構築し、スキャナとターゲットの位置関係をキャリブレーションする。 |
| INSVISION X-Trackがこのシナリオに適合する理由 | X-Trackは、大型部品の現場検査に特化して設計されたプラットフォームである。 | 無線設計によりケーブルの取り回しから完全に解放され、大型鋳物や溶接構造物の周囲を自由に動き回れる。 |
方案設計の考え方
こうした制約を解消するために、非接触の光学式3Dスキャナを現場へ直接持ち込み、部品を動かさずに全周形状を短時間でデジタル化するアプローチを採用する。無線光学トラッキングによってスキャナと部品の相対位置をリアルタイムに捕捉し、広域スキャンでも空間内の絶対座標を維持。取得した高密度点群をGD&T評価ソフトウェアに渡し、設計CADモデルとの偏差をカラーマップで即座に可視化する。これにより、検査待ちをなくし、全形状の傾向管理を可能にする。
現場への落とし込み
実際の導入は、以下のステップで進む。
- 現場準備
天井付近に設置した複数のトラッキングカメラで計測空間を構築し、スキャナとターゲットの位置関係をキャリブレーションする。部品はプレスライン近傍の定位置に置いたままで、マーカー貼付は不要。
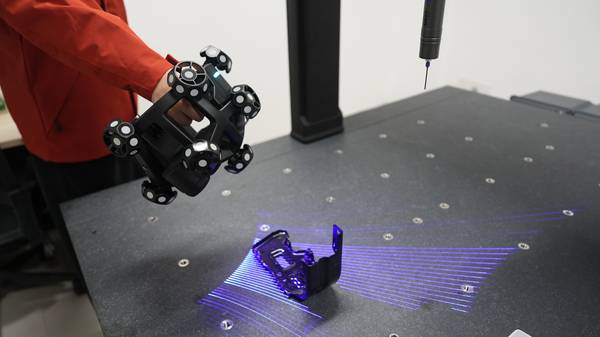
- スキャン実行
作業者が無線のX-Trackスキャナを手持ちし、部品の周囲を自由に移動しながらスキャンする。最大2200mm×2200mmの広域を一括計測でき、毎秒710万点の高速取得により、フォークリフト走行などの工場内振動の影響を受ける前に点群取得が完了する。青色レーザーとマルチラインパターンが深いキャビティや立ち壁、アンダーカット部の形状も逃さず捉える。
- データ処理と補正
INSVISIONが独自開発したAI+3D融合アルゴリズムが、取得点群から特徴量を抽出し、トラッキングの微小なドリフトや周囲の照明むら、微振動に起因するノイズをリアルタイムで補正。計量級の点群品質を保つ。
- 検査レポート作成
点群データはPTB認証取得のSMARPARA Qへシームレスに引き継がれ、多源データのアライメント、ISO/ASMEに準拠したGD&Tコールアウトに基づく偏差解析が即座に実行される。カラーマップ偏差表示により、パネル全体のアライメントや金型の摩耗傾向が一目で判断できるレポートが出力される。
INSVISION X-Trackがこのシナリオに適合する理由
X-Trackは、大型部品の現場検査に特化して設計されたプラットフォームである。無線設計によりケーブルの取り回しから完全に解放され、大型鋳物や溶接構造物の周囲を自由に動き回れる。スキャン幅は最大2200mm四方をカバーし、分割スキャンによるつなぎ誤差を最小限に抑える。体積精度は0.1mm+0.015mm/mを達成し、単一スキャンでの精度は0.073mmに達する。CE、FCC、CNASの国際認証を取得済みで、欧米の工場が求める計測トレーサビリティを満たす。さらに、SMARPARA Qとの連携により、スキャンからリバースエンジニアリング、GD&T評価までを一気通貫で処理できるため、品質管理部門と設計部門の情報共有が格段にスムーズになる。
現場で観測される変化
導入後、現場の担当者が最初に体感するのは、段取り替えの激減と検査待ちのムダの消滅である。数トン級のパネルを定盤へ運ぶ必要がなくなり、プレスラインの脇で数分のスキャンが完了する。全形状の偏差マップが手に入ることで、金型の部分的な摩耗や組立アライメントの傾向を定量的に追跡できるようになり、予防保全や工程改善のPDCAが加速する。計測データはそのままIndustry 4.0のデジタルツインワークフローに流し込まれ、リーン生産の情報基盤として機能する。
類似工况への展開
このアプローチは、自動車パネルに限らず、大型で移動困難な部品の寸法検査全般に適用できる。航空機MROの格納庫では、主翼構造部品の腐食マッピングを手作業のテンプレートと隙間ゲージから、X-Trackによる広域一括スキャンとSMARPARA Q上での設計モデルとの偏差可視化に置き換えられる。エネルギー機器の組立工場では、溶接後の大型筐体の寸法検査を熟練者の手測定からAI補正付き3Dスキャンに切り替えることで、人によるばらつきを排除し、単体計測周期を大幅に短縮できる。風力発電ブレードのような屋外の長大構造物でも、コンパクトな筐体と環境光に強い青色レーザーにより、現場でのセットアップが容易で、安定したデータ取得が可能だ。

まとめ
大型部品3Dスキャンは、従来の点測定による部分的な寸法確認から、面測定による全形状デジタル化へのパラダイムシフトを現場にもたらす。INSVISION X-Trackは、無線光学トラッキング、AI補正、広域高速スキャン、GD&T解析までの一貫ワークフローによって、自動車産業をはじめとする重工業の品質保証を工程に組み込まれたデジタル検査として再定義する。同様の大型部品検査に課題を抱える技術責任者や品質管理担当者にとって、検討に値する現実解である。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121