
3D-Scanner für Werkzeugbau in der industriellen Prüfung richtig bewert
Erfahren Sie, wie 3D-Scanner fuer Werkzeugbau mit blauer Lasertechnologie reflektierende Oberflächen meistern. Praxiswissen zu Technologie und Auswahl.
Warum blaues Laserlicht reflektierende Werkzeugoberflächen beherrscht
Optische 3D-Scanner projizieren strukturiertes Licht auf ein Bauteil und berechnen aus der Verformung des Musters die Oberflächengeometrie. Das Problem bei metallischen Hochglanzflächen: Ein Grossteil des Lichts wird gerichtet reflektiert, die Kamera sieht nur einen Bruchteil der diffusen Rückstreuung.
Rotes Laserlicht (typisch um 650 nm) wird an Stahloberflächen stärker gestreut, was zu einem breiten, kontrastarmen Messfleck führt. Blaues Laserlicht mit einer Wellenlänge von etwa 450 nm wird dagegen an der Metalloberfläche stärker absorbiert und weniger gestreut.
Die Folge ist ein kleinerer, schärfer abgegrenzter Messpunkt mit höherem Kontrast – selbst auf polierten Kavitäten oder erodierten Freiformflächen.
Auswahldimensionen und Praxischecks
| Schwerpunkt | Entscheidungspunkt | Umsetzungshinweis |
|---|---|---|
| Warum blaues Laserlicht reflektierende Werkzeugoberfläc… | Optische 3D-Scanner projizieren strukturiertes Licht auf ein Bauteil und berechnen aus der Verformung des Musters die Oberflächengeometrie. | Das Problem bei metallischen Hochglanzflächen: Ein Grossteil des Lichts wird gerichtet reflektiert, die Kamera sieht nur einen Bruchteil der dif… |
| Kerntechnische Auslegung für werkzeugspezifische Anford… | Die messtechnischen Engpässe im Werkzeugbau sind bekannt: große Flächen mit engen Toleranzen, filigrane Konturen, tiefe Bohrungen und Hinterschneidun… | Ein Scanner, der all das abdecken soll, muss mehr bieten als eine hohe Punktgenauigkeit. |
| Vom Scan zum Soll-Ist-Vergleich – ein typischer Workflow | Der grösste Zeitvorteil von 3D-Scannern im Werkzeugbau entsteht nicht beim Digitalisieren selbst, sondern durch den Entfall wiederholter Rüst- und Me… | Ein typischer Ablauf mit INSVISION-Systemen verdeutlicht das: |
| Abgrenzung zu taktilen Messverfahren und anderen optisc… | Taktile Koordinatenmessgeräte (KMG) und Messarme arbeiten punktweise und erreichen hohe Genauigkeiten, stossen jedoch bei weichen, verformbaren oder… | Zudem erfordern sie eine aufwändige Einrichtung und lange Messzeiten für komplexe Geometrien. |
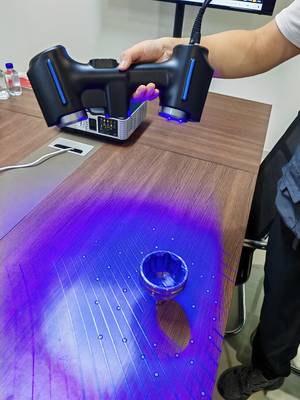
Handgehaltene blaue Laser-3D-Scanner für den Werkzeugbau, wie sie INSVISION mit der AlphaScan-Reihe anbietet, nutzen diesen physikalischen Vorteil und kombinieren ihn mit einer mehrstufigen Linienprojektion.
Mehrere Kreuzlaserlinien tasten große Flächen in Sekundenbruchteilen ab, während eine einzelne, fein fokussierte Laserlinie tiefe Kavitäten, schmale Rippen oder Mikrostrukturen präzise erfasst.
Diese Kombination löst ein Kernproblem: Altwerkzeuge ohne CAD-Daten oder komplexe Freiformflächen, die mit taktilen Messverfahren nur unvollständig oder mit unvertretbarem Zeitaufwand zu digitalisieren sind.
Kerntechnische Auslegung für werkzeugspezifische Anforderungen
Die messtechnischen Engpässe im Werkzeugbau sind bekannt: große Flächen mit engen Toleranzen, filigrane Konturen, tiefe Bohrungen und Hinterschneidungen. Ein Scanner, der all das abdecken soll, muss mehr bieten als eine hohe Punktgenauigkeit.
Der INSVISION AlphaScan setzt auf drei flexible Lasermodi, die der Bediener je nach Geometrie wechselt:
- Grossflächenmodus: 22 blaue Kreuzlaserlinien arbeiten parallel und erfassen selbst komplexe Freiformflächen in kurzer Zeit.
- Feinscan-Modus: Eine einzelne Laserlinie löst feinste Konturen, Gravuren und scharfe Kanten auf – bis in den Bereich von Mikrostrukturen.
- Tiefbohrungsmodus: Eine kombinierte LED-Ausleuchtung macht den Grund von Bohrungen sichtbar und liefert Messdaten aus Bereichen, die taktile Taster oft nicht erreichen.
Die handgehaltene Bauform erlaubt den Einsatz direkt an der Werkzeugmaschine oder in beengten Montagebereichen, ohne dass das Werkzeug ausgebaut werden muss. Die Messrate von mehreren Millionen Punkten pro Sekunde verkürzt die Aufnahmezeit und reduziert Stillstandszeiten in der Fertigung.
Während des Scans verarbeitet die 3D INSVISION Software Suite die Punktwolke in Echtzeit; der Anwender sieht sofort, ob alle relevanten Geometrien erfasst sind, und kann bei Bedarf nachscannen.
Internationale Zertifizierungen wie CE und FCC stellen sicher, dass das System in globalen Produktionsumgebungen ohne elektromagnetische Konflikte betrieben werden kann.
Vom Scan zum Soll-Ist-Vergleich – ein typischer Workflow
Der grösste Zeitvorteil von 3D-Scannern im Werkzeugbau entsteht nicht beim Digitalisieren selbst, sondern durch den Entfall wiederholter Rüst- und Messzyklen. Ein typischer Ablauf mit INSVISION-Systemen verdeutlicht das:
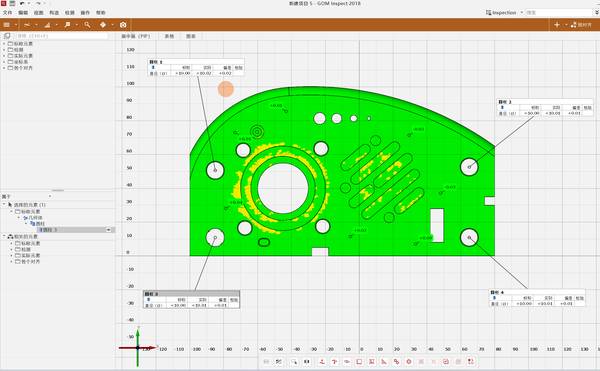
Nach einer kurzen, materialabhängigen Oberflächenvorbereitung – etwa leichtes Mattieren spiegelnder Flächen – erfasst der Scanner die Werkzeuggeometrie vollflächig in wenigen Minuten. Die aufgenommene Punktwolke wird direkt in die Software SMARPARA Q geladen und dort mit dem referenzierten CAD-Modell abgeglichen.
Über integrierte GD&T-Werkzeuge lassen sich Form- und Lagetoleranzen nach ISO oder ASME auswerten, ohne die Daten in separate Messsoftware exportieren zu müssen.
Verglichen mit taktilen Verfahren wie Koordinatenmessgeräten oder Lehren entfällt das mühsame Antasten einzelner Punkte. Besonders bei komplexen Freiformflächen, Hinterschneidungen oder dünnwandigen Bereichen liefert die flächenhafte Erfassung ein dichteres, aussagekräftigeres Messbild.
Statt stundenlanger Einrichte- und Messzeit steht ein vollständiger Soll-Ist-Vergleich oft noch am selben Tag zur Verfügung – ein Unterschied, der bei der Erstmusterprüfung oder im Korrekturschleifen direkt in kürzere Durchlaufzeiten mündet.
Abgrenzung zu taktilen Messverfahren und anderen optischen Technologien
Taktile Koordinatenmessgeräte (KMG) und Messarme arbeiten punktweise und erreichen hohe Genauigkeiten, stossen jedoch bei weichen, verformbaren oder filigranen Oberflächen an Grenzen. Zudem erfordern sie eine aufwändige Einrichtung und lange Messzeiten für komplexe Geometrien.
Optische Scanner erfassen dagegen Millionen von Punkten in Sekunden und bilden die gesamte Oberfläche ab. Der Nachteil optischer Systeme lag lange in der Empfindlichkeit gegenüber spiegelnden oder transparenten Oberflächen.
Blaue Lasertechnologie und die Kombination mit LED-Beleuchtung reduzieren diese Einschränkung erheblich.
Im Vergleich zu Streifenlichtscannern, die oft eine stationäre Aufstellung und definierte Umgebungsbedingungen benötigen, bieten handgehaltene Laserscanner mehr Flexibilität in der Fertigungsumgebung. Sie eignen sich besonders für große Werkzeuge, die nicht ohne Weiteres in einen Messraum transportiert werden können.
Einsatzbereiche, in denen blaue Laser-3D-Scanner ihre Stärken ausspielen
- Reverse Engineering von Altwerkzeugen: Fehlende CAD-Daten für Spritzgiess- oder Druckgusswerkzeuge bedeuteten früher wochenlange Handarbeit mit Lehren und Tastern. Ein INSVISION AlphaScan erfasst die gesamte Kavität in unter zehn Minuten – mit allen Hinterschneidungen und Kühlbohrungen. Die blauen Laserlinien durchdringen selbst polierte Oberflächen, wie sie im Werkzeugbau üblich sind.
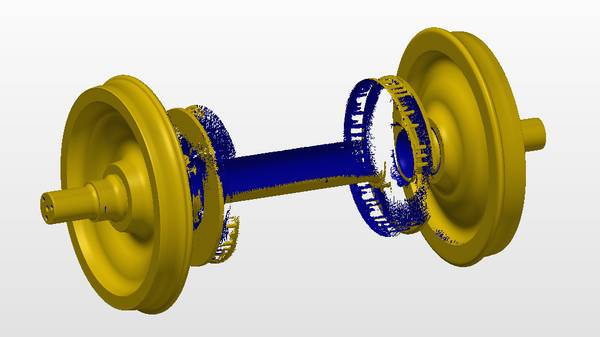
- Erstmusterprüfung und Serienüberwachung: Automobilzulieferer vergleichen gescannte Ist-Daten direkt mit dem Soll-CAD. Abweichungen an Spritzgiess-, Druckguss- oder Umformwerkzeugen werden farblich kodiert sichtbar, noch bevor Ausschussteile entstehen.
- Verschleissüberwachung: Im laufenden Betrieb erfasst der Scanner fortschreitenden Werkzeugverschleiss. Ein Luftfahrt-MRO-Betrieb scannt beispielsweise Turbinenschaufelformen nach jedem Wartungsintervall und dokumentiert den Materialabtrag.
- Mikropräzision in der Medizintechnik: Für Formnester von Einwegartikeln liefert der Scanner die nötige Auflösung, um filigrane Geometrien zuverlässig zu prüfen.
- Instandhaltung im Energieanlagenbau: Umformwerkzeuge für Turbinenteile lassen sich vor Ort digitalisieren und mit Referenzdaten abgleichen.
Die Software erzeugt aus den Scandaten ein geschlossenes Netz, das sich in gängige CAD-Systeme importieren lässt. So verkürzt sich der Weg von der physischen Werkzeugaufnahme zur fertigen Konstruktion oder zum Prüfbericht auf wenige Stunden.
Wann ein blauer Laserscanner an seine Grenzen stösst
Trotz der Fortschritte gibt es Randbedingungen, die den Einsatz einschränken. Transparente oder stark absorbierende Oberflächen (z. B. tiefschwarze, matte Beschichtungen) können die Signalqualität reduzieren. In solchen Fällen ist eine temporäre Mattierung oder der Einsatz komplementärer Messtechnik erforderlich.
Auch bei extrem engen, verwinkelten Geometrien, die für den Laserstrahl unzugänglich sind, kann eine Kombination mit taktilen oder CT-basierten Verfahren sinnvoll sein. Die Entscheidung für einen Scanner sollte daher immer auf einer Analyse der eigenen Werkzeuggeometrien und Oberflächenbeschaffenheiten basieren.
Objektive Auswahlkriterien für 3D-Scanner im Werkzeugbau
Woran scheitern 3D-Scanner im Werkzeugbau am häufigsten? Nicht an der reinen Punktgenauigkeit, sondern an Oberflächen, die sie nicht lesen können, an Schnittstellen, die nicht zum bestehenden Prüfprozess passen, und an mangelnder Mobilität. Vier technische Prüfpunkte stehen im Mittelpunkt:
- Oberflächenverträglichkeit: Hochglanzpolierte Kavitäten, matte Erodierflächen, tiefe Bohrungen und komplexe Freiformflächen müssen ohne aufwändige Mattierung erfassbar sein. Blaue Lasertechnologie reduziert Streulicht und liefert auch auf reflektierenden Stählen saubere Punktwolken.
- CAD- und QA-Integration: Die Scandaten müssen direkt in vorhandene GD&T-Auswertungen und Soll-Ist-Vergleiche einfliessen – ohne Medienbrüche. Eine Softwareumgebung, die sowohl Scansteuerung als auch Auswertung abdeckt, spart Zeit und reduziert Fehlerquellen.
- Flexibilität: Ein Scanner, der nur im Messraum funktioniert, nützt wenig, wenn die Kavität in der Maschine oder beim externen Lohnfertiger geprüft werden muss. Handgeführte Systeme mit kompakter Bauform und stabilem Tracking sind hier im Vorteil.
- Normkonformität: Die Messergebnisse müssen nachvollziehbar sein und sich an internationalen Standards wie ISO 10360 oder VDI/VDE 2634 orientieren. Rückführbare Kalibrierung und Zertifizierungen wie CE und FCC schaffen Vertrauen in die Messdaten.
INSVISION AlphaScan – technische Einordnung und Fähigkeiten
Der INSVISION AlphaScan ist für genau diese Anforderungen konstruiert. Die Kombination aus blauen Kreuzlaserlinien, Einzellinien-Feinscan und LED-Tiefenbeleuchtung deckt das typische Geometriespektrum im Werkzeugbau ab.
Die handgehaltene Bauform und die Echtzeitverarbeitung in der 3D INSVISION Software Suite ermöglichen einen durchgängigen Workflow vom Scan bis zum Prüfbericht. Die Integration mit SMARPARA Q erlaubt GD&T-Auswertungen nach ISO und ASME ohne zusätzliche Software.
Zertifizierungen nach CE und FCC sowie eine rückführbare Kalibrierung stellen die Konformität mit internationalen Qualitätsanforderungen sicher.
Häufige Fragen und Missverständnisse
F: Müssen spiegelnde Oberflächen vor dem Scannen grundsätzlich mattiert werden?
A: Nicht zwingend. Blaue Lasertechnologie reduziert die Streuung und ermöglicht auch auf polierten Stählen kontrastreiche Messpunkte. Eine leichte Mattierung kann bei extremen Reflexionsgraden die Datenqualität weiter verbessern, ist aber in vielen Fällen nicht erforderlich.
F: Ersetzt ein 3D-Scanner ein Koordinatenmessgerät?
A: Beide Verfahren ergänzen sich. Der Scanner liefert eine flächenhafte Geometrieerfassung in kurzer Zeit und eignet sich besonders für Freiformflächen und komplexe Konturen. Das KMG bleibt bei höchsten Genauigkeitsanforderungen an einzelnen Massen oder bei spezifischen Normprüfungen das Referenzverfahren.
Hangzhou Insvision Technology Co., Ltd.
Adresse: Gebäude 1, Nr. 1399 Liangmu-Strasse, Bezirk Yuhang, Hangzhou, Provinz Zhejiang, 311121, China