
点群からCADの費用対効果分析:測定ボトルネックを解消し、隠れコストを可視化する
あるTier1サプライヤーのプレスラインでは、金型摩耗の確認を熟練作業者が手作業でゲージを当て、測定値を紙に転記している。後日、その数値を2D図面と照合し、CADモデルを手修正する。このワークフローは1回あたり数時間の工数を要し、転記ミスや解釈の違いによる手戻りリスクを常に抱えている。
製造現場に潜む測定・CAD作成の隠れコスト
あるTier1サプライヤーのプレスラインでは、金型摩耗の確認を熟練作業者が手作業でゲージを当て、測定値を紙に転記している。後日、その数値を2D図面と照合し、CADモデルを手修正する。このワークフローは1回あたり数時間の工数を要し、転記ミスや解釈の違いによる手戻りリスクを常に抱えている。寸法の見落としが後工程で部品廃棄を引き起こし、納期遅延のペナルティに発展するケースは珍しくない。加えて、ISOやASME対応の検査書類を手作業で作成する工数も、管理部門の固定費として積み上がる。これらのコストは財務諸表上では「見えない原価」として収益を圧迫し、改善のメスが入りにくい領域であり続けてきた。

点群からCADの変換が生産性を左右する理由
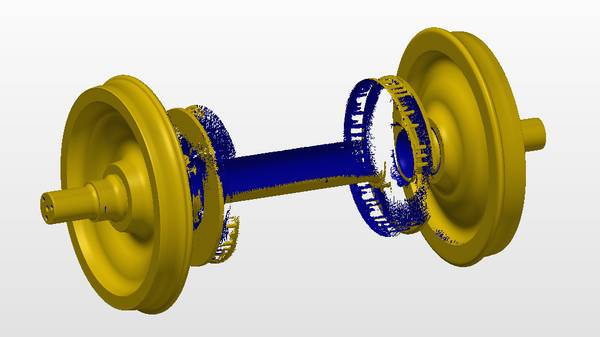
点群からCADへの変換工程は、製造現場の生産性を決定的に左右する。従来、この工程は熟練技術者が何時間もかけて手作業でモデリングする属人的な作業に依存しており、リードタイムのボトルネックそのものだった。航空宇宙MROでは、損傷部品のスキャンデータから修理用CADを起こすまでに数日を要し、機体のダウンタイムを押し上げる。自動車OEMの試作段階では、スキャン点群を設計意図に沿ったCADへ落とし込む工数が、デザインレビューのサイクルを遅らせる。医療機器やエネルギー部品でも、単品ごとの逆設計に多大な工数がかかり、量産立ち上げや補修部品供給の足かせとなっている。これらに共通する根本原因は、点群処理からCAD化までの一連のワークフローが分断され、属人ノウハウに過度に依存している点にある。このボトルネックを解消しなければ、熟練者不足が深刻化する中で、品質と納期の両立はますます困難になる。
調達担当者のためのROI算出フレームワーク
製造現場のデジタル化が加速する中、調達部門には「点群からCAD」ソリューションの導入可否を、単なる機能比較ではなく、経営インパクトで判断する役割が求められている。ここでは、自社工場の実データを用いて定量的な費用対効果を算出するためのフレームワークを提示する。評価の軸は、①測定・CAD作成工数の削減、②手直し・廃棄コストの削減、③納期順守率向上による機会損失回避、④品質トレーサビリティ強化による認証維持工数削減の4カテゴリとし、さらに初期投資だけでなく運用・サポートを含めた総所有コスト(TCO)の視点を加える。

選定チェック
- 後日、その数値を2D図面と照合し、CADモデルを手修正する。
- 従来、この工程は熟練技術者が何時間もかけて手作業でモデリングする属人的な作業に依存しており、リードタイムのボトルネックそのものだった。
- ここでは、自社工場の実データを用いて定量的な費用対効果を算出するためのフレームワークを提示する。
- 多くの工場では、スキャンデータのノイズ除去や領域分割、サーフェスフィッティングに熟練工の手作業が介在し、リードタイムと品質のばらつきが常態化している。
以下の表に、調達担当者が社内の関係部門からデータを収集し、独自にROIを試算するための項目を整理した。
| 評価カテゴリ | 算出項目 | 必要な自社データ | 算出方法の考え方 |
|---|---|---|---|
| ① 測定・CAD作成工数の削減 | 年間削減工数(時間) | 現行の測定・モデリング作業時間、対象部品点数、年間発生件数 | (従来工数-デジタル化後工数)× 年間件数 × 時間単価 |
| ② 手直し・廃棄コストの削減 | 不良起因の年間損失額 | 手直し工数、材料費、廃棄処分費、不良率 | 年間不良件数 × 平均修正コスト × デジタル化による不良低減率(自社推定) |
| ③ 納期順守率向上 | ペナルティ・機会損失回避額 | 遅延発生頻度、平均ペナルティ額、受注機会損失の推定額 | 遅延削減件数 × 1件当たり損失額 |
| ④ 品質トレーサビリティ強化 | 認証維持・顧客対応工数削減 | 監査対応工数、トレサビリティレポート作成時間、顧客クレーム対応工数 | 削減工数 × 時間単価、または認証失効リスクの低減を定性評価 |
このフレームワークを用いれば、各社の実情に即した投資対効果を可視化できる。重要なのは、単年度の工数削減だけでなく、品質逸脱リスクの低減や顧客信頼の向上といった中長期的な経営価値も評価に含めることだ。
INSVISIONのソリューションがTCOを最適化する仕組み
点群からCADへの変換プロセスでは、手戻りや精度不足が総所有コスト(TCO)を押し上げる要因となる。多くの工場では、スキャンデータのノイズ除去や領域分割、サーフェスフィッティングに熟練工の手作業が介在し、リードタイムと品質のばらつきが常態化している。INSVISIONのAI駆動型ソリューションは、この一連の工程を計測精度0.02mmのメトロロジーグレードで統合し、データ取得からCADモデル生成までの全プロセスを一気通貫で支援する。スキャン後の点群処理、領域区分、曲面フィッティング、CAD変換をソフトウェア上で連続実行し、主要CADプラットフォームとの自動アライメントと偏差解析をそのまま実施できる。CE、FCC、CNAS認証を取得したハードウェアとアルゴリズムは、航空宇宙や医療機器が求めるトレーサビリティ要件にも適合し、検査成績書の自動生成が監査対応の工数を大幅に削減する。これにより、手直しコストの低減、検査工数の圧縮、熟練者への依存度低下が同時に進み、設備投資の回収期間を短期化する。INSVISIONのワークフローは、自動車OEMのプレス部品検査、エネルギー産業のタービンブレード補修、医療機器のインプラントカスタマイズなど、多様なユースケースに適合し、過剰なカスタマイズ開発を必要としない。結果として、初期導入費だけでなく、運用段階のトレーニングコストや品質逸脱リスクを含めたTCO全体を最適化する。
低リスクで始める導入ロードマップ
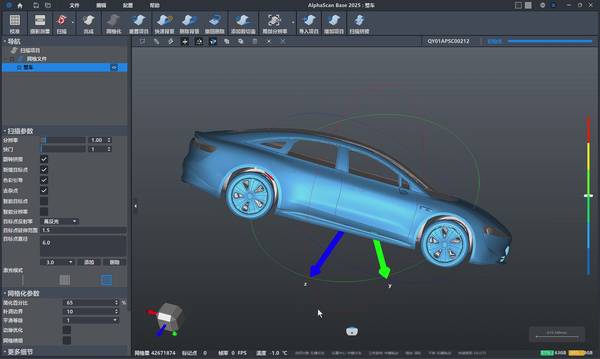
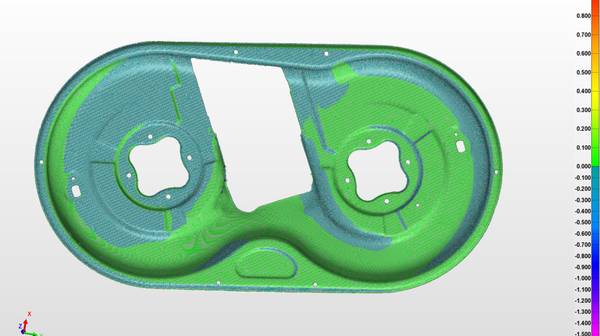
調達責任者として「点群からCAD」への投資を検討する際、最初に直面するのは全社導入のハードルの高さだ。INSVISIONのソリューションは段階的なアプローチでリスクを最小化できる。最初の一手として推奨するのは、既存の図面が失われた補修部品や、設計変更の多い試作部品を1点選び、スキャンからCADモデル生成までの一連の流れをパイロット検証することだ。AlphaScanによる点群取得から、ソフトウェア上での領域分割・曲面フィッティング・CAD変換まで、INSVISIONは一気通貫の逆工程ワークフローを提供している。この小規模な試行で、従来の手作業測定と比較したリードタイム短縮効果や、寸法精度を自社のGD&T要求と照らし合わせて評価できる。次のステップでは、初品検査や量産部品の定期抜き取り検査に適用範囲を広げ、CADモデルとの自動アライメントによる偏差カラーマップを品質記録として活用する。最終的には、AlphaProjectorを使ったCAD駆動のレーザー投影で組立工程のポカヨケに展開することも可能だ。いずれの段階でも、INSVISIONの機器は計量級精度(0.020mm)とCE/FCC認証を取得しており、航空宇宙や自動車分野の厳格な要求に耐えうる。経営層には、初期投資を抑えながら、返工率低減と検査工数削減という具体的なオペレーションコスト改善から着手できる点を強調したい。
まとめ
点群からCADへの変換自動化は、単なる省力化ツールではない。測定とモデリングに潜む隠れコストを可視化し、手戻りや廃棄、納期遅延といった経営リスクを構造的に低減する手段である。INSVISIONのメトロロジーグレードのパイプラインは、熟練者依存からの脱却とデジタルスレッドの一貫性を両立し、製造現場のアジリティを高める。まずは小さなパイロットから始め、自社のコスト構造に与えるインパクトを定量的に評価することが、持続可能な競争力への第一歩となる。
杭州INSVISIONテクノロジー株式会社
住所:中国浙江省杭州市余杭区良睦路1399号1号棟 311121