
Handheld 3D Scanning for Automotive: INSVISION AlphaScan Technology Explained
A handheld 3D scanner for automotive use is a portable optical measurement instrument that captures the three-dimensional shape of a physical part and conv
What a handheld 3D scanner automotive system actually does
A handheld 3D scanner for automotive use is a portable optical measurement instrument that captures the three-dimensional shape of a physical part and converts it into a dense point cloud—a digital representation of the surface geometry.
Unlike a fixed coordinate measuring machine (CMM) that touches discrete points with a probe, the scanner projects structured light onto the part and records the deformation of that pattern from one or more cameras. The result is full-field surface data in minutes, not hours.

In automotive workflows, that point cloud becomes the foundation for multiple downstream tasks: comparing as-built parts to CAD models via GD&T analysis, reverse engineering legacy components with no surviving drawings, archiving tooling geometry for wear trending, or feeding a digital twin for predictive maintenance.
The scanner itself is only one link in a digital chain that includes alignment software, inspection reporting, and CAD interoperability.
How the AlphaScan turns laser lines into metrology data
Most handheld scanners project a fixed pattern of laser lines. The AlphaScan uses a multi-line blue laser architecture designed to break the speed-versus-accuracy trade-off that often plagues complex automotive surfaces. It projects 22 cross blue laser lines for rapid wide-area capture across large panels and door assemblies, plus an extended mode with 34 cross lines for even faster coverage of broad Class-A surfaces.
For fine features—tight radii, fastener bosses, trim clip slots—a single dedicated blue laser line activates to pull high-detail data without slowing the overall scan.
The choice of blue wavelength is deliberate. Blue light reduces speckle noise on reflective stamped metal and clear-coated surfaces, a persistent headache with red-laser systems in a body shop. This means less spray-on developer and fewer scan artifacts on shiny dies or polished fixtures.
Behind the optics, INSVISION built an AI-powered reconstruction pipeline that does more than stitch point clouds. It classifies geometric primitives, suppresses stray reflections from oily or dusty panels, and intelligently fills small occlusion gaps. The mesh exported for inspection or reverse engineering requires far less manual cleanup than raw scan data typically demands.

The handheld form factor eliminates tripods, fixed mounts, and recalibration when moving from the CMM room to the weld line to the metrology lab. And because automotive plants are safety-audited environments, the laser is Class 1 eye-safe under IEC 60825, so operators can scan on an active shop floor without protective enclosures or dedicated safety officers.
Key technical elements that matter on the factory floor
Accuracy and standards compliance. The AlphaScan is calibrated to ISO and ASME metrology standards, delivering volumetric accuracy of 0.1 mm + 0.015 mm/m. This means GD&T callouts on first-article inspection reports hold up under audit. Global certifications—CE, FCC, RoHS, IEC 60825, and IEC 62471—remove friction from supplier qualification at Western automotive OEMs, where these marks are non-negotiable.
Scan modes matched to part geometry. Three selectable modes map directly to automotive features. Standard mode uses a dense cross-laser pattern for complex freeform surfaces like Class-A body panels. Deep hole mode switches to a single-line laser and dual-LED illumination, pulling clean data from cavities and threaded holes that would otherwise require manual probing.
Fine scan mode tightens the laser line width for sharp edges and small features on trim dies or connector housings.
Data integrity under movement. The high-speed USB connection uses a locking screw mechanism, not a friction-fit port. That design choice eliminates intermittent disconnects during on-site scans, keeping point cloud transfer stable even when the operator moves around a large stamping die or body-in-white fixture.
How handheld scanning compares with traditional automotive measurement methods
On a production floor, a quality engineer might choose among a handheld 3D scanner, a fixed CMM, or manual calipers and gauges. Each tool has distinct strengths, and the right choice depends on what you need to measure, where you need to measure it, and what you plan to do with the data afterward.
| Measurement Method | Key Strengths | Ideal Scenarios |
|---|---|---|
| Handheld 3D scanner (e.g., AlphaScan) | Full-field data capture at high speed; portable, on-floor operation; digitizes complex freeform surfaces and organic shapes; generates dense point clouds for GD&T analysis, reverse engineering, and digital archiving; blue-laser technology handles reflective and dark surfaces with minimal preparation. | Rapid first-article inspection directly on the production floor; reverse engineering of legacy parts with no CAD data; large-area surface profiling where point-based methods miss form deviations; automotive interior and exterior trim digitization where tactile probing is impractical. |
| Fixed CMM | Exceptional volumetric accuracy and metrological traceability; programmable routines for repeatable measurement of prismatic features; well-established in temperature-controlled quality labs; direct contact probing of bores, planes, and datum features. | Final inspection of tight-tolerance machined components; measurement of GD&T callouts requiring sub-micron uncertainty; certification of master gauges and fixtures; tasks where the part geometry is predominantly prismatic and the measurement volume is fixed. |
| Manual calipers and gauges | Low cost, immediate availability, no programming or setup; direct reading of simple linear dimensions; robust in harsh, dirty environments; operators need minimal training. | Quick spot checks of lengths, diameters, and thicknesses; in-process checks where only a few critical dimensions matter; environments where electronic equipment is impractical or prohibited; go/no-go assessments on the line. |
In many modern automotive quality workflows, these methods coexist: the scanner captures surface data rapidly, the CMM verifies critical datums, and hand tools handle quick verification. The decision isn’t about replacing one with another—it’s about deploying each where it delivers the most value for that specific measurement.
Where handheld 3D scanning fits—and where it doesn’t
Handheld 3D scanning excels when you need full-field surface data from complex, organic shapes, when you must measure parts directly on the shop floor without moving them to a lab, or when you need a digital 3D model for reverse engineering or archiving.
It is also the right choice when the part has reflective or dark surfaces that would require extensive preparation with other optical methods, provided the scanner uses blue laser technology.
It is not the ideal tool when the measurement task demands sub-micron traceable uncertainty on prismatic features, or when the part geometry is simple and only a few linear dimensions need checking. In those cases, a fixed CMM or manual gauges remain more appropriate.
Handheld scanning also requires a minimum level of operator understanding—not to run the hardware, but to recognize what good scan data looks like and how to align it properly.
What to consider when selecting a handheld 3D scanner for automotive use
Start with the measurement task, not the scanner specifications. Ask what surfaces you need to capture, what accuracy the downstream process requires, and how the scan data will be used. If the answer involves GD&T reporting against a CAD model, the scanner must be metrology-grade and supported by inspection software that can handle ASME Y14.5 callouts directly on the point cloud.
If the workflow includes reverse engineering, the software must be able to reconstruct clean, editable CAD models from the scan data.
Portability and safety certifications matter as much as accuracy in an automotive plant. A scanner that requires a dedicated lab or protective enclosures will not survive on an active stamping line. Look for Class 1 laser safety and a robust physical connection that won’t disconnect mid-scan.

Finally, consider the digital thread. The scanner should integrate with the CAD and inspection software your team already uses—CATIA, NX, STEP, IGES—without translation gaps that break the continuity from scan to report.
INSVISION’s AlphaScan and SMARPARA Q: a closed-loop automotive workflow
INSVISION positions the AlphaScan as a metrology-grade handheld 3D scanner built specifically for the demands of automotive manufacturing. The hardware choices—blue laser, multiple scan modes, locking USB connector, Class 1 eye safety—address the real-world constraints of a factory floor.
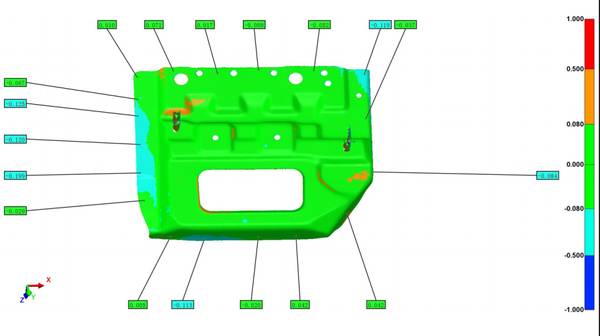
The companion SMARPARA Q inspection software completes the loop: it aligns scan data to native CAD models, runs full GD&T analysis, and generates deviation color maps that a quality engineer can read in seconds. The same dataset flows into first-article inspection reports and SPC trending without rework.
For reverse engineering, SMARPARA Q reconstructs editable 3D models from scan data of orphaned parts, eliminating weeks of manual measurement. The integration means a single source of truth from prototype through end-of-line audit, with no translation gaps between scanning hardware, inspection software, and the CAD ecosystem.
Common questions about handheld 3D scanning in automotive
Can handheld 3D scanners meet automotive GD&T tolerance requirements?
Yes, when you’re working with metrology-grade systems. The AlphaScan is calibrated to ISO and ASME standards, delivering volumetric accuracy and repeatability suitable for automotive quality inspection. The integrated SMARPARA Q software supports full GD&T analysis—true position, profile, runout, flatness—directly on the scan data. The scanner itself must be built as a measurement instrument, not a consumer-grade device.

Can 3D scanners capture deep holes and reflective surfaces common in automotive tooling?
That has been a pain point for years, but the AlphaScan handles it with a dedicated deep hole scan mode and blue laser technology. Blue light wavelengths are less sensitive to shiny, machined surfaces, so you get clean data from polished stamping dies or chromed gauge fixtures without spraying them down.
The deep hole mode adjusts exposure and laser intensity on the fly, pulling geometry out of narrow cavities that would otherwise turn into data voids.
Do I need specialized training to operate a handheld 3D scanner for automotive use?
Not in the way you might think. INSVISION designed the AlphaScan workflow for manufacturing and quality teams who already understand parts and tolerances, not for dedicated scanning specialists. The software guides you through scan alignment, mesh generation, and inspection steps with a clean interface. Most engineers pick it up in a day.
The learning curve is more about understanding what good scan data looks like than wrestling with the hardware itself.
Summary

Handheld 3D scanning has matured into a practical, metrology-grade tool for automotive manufacturing. The technology’s value lies not in replacing CMMs or hand tools, but in filling the gap where full-field surface data, portability, and speed are essential.
INSVISION’s AlphaScan exemplifies how targeted engineering—blue laser optics, AI-driven reconstruction, application-specific scan modes, and tight software integration—can turn a handheld device into a reliable measurement instrument for the factory floor.
For quality managers and manufacturing engineers, the decision to adopt such a system starts with a clear-eyed assessment of the measurement task, the required accuracy, and the digital workflow it must feed.
Hangzhou Insvision Technology Co.,Ltd.
Address: Building 1, No. 1399 Liangmu Road, Yuhang District, Hangzhou, Zhejiang 311121, China